 فارسی
فارسی  English
English  العربية
العربية  Русский
Русский 
- Ana səhifə
- Tökmə xidmətləri
- Tökmə sənayesində metalın tökülməsi
Avangard Holdinq iyirmi ildən artıq təcrübəyə, ölkə daxilindəki və xaricindəki nüfuzlu universitetlərdən alınmış yüksək elmi təhsilə, həmçinin maşınqayırma, avtomobil istehsalı, qəlib istehsalı, neft, qaz və neft-kimya, enerji stansiyaları, sement və mineral emalı sənayesi üçün hissələr də daxil olmaqla on mindən çox hissənin istehsalına arxalanaraq qürur duyur. Bu hissələr karbon poladları, aşağı ərintili poladlar, istiliyədavamlı poladlar (paslanmayan və odadavamlı), manqanlı poladlar (Hadfield), yüksək xromlu poladlar, həmçinin yüksək xromlu çuqundökümlər kimi ərinti qruplarından hazırlanır. Şirkət həmçinin xüsusi analiz, standartlar və arzu olunan xüsusiyyətlər əsasında hissələr istehsal etməyə qadirdir və sənayeçilərə ən yüksək keyfiyyət və ən münasib qiymətlə öz Tökmə xidmətlərini təqdim edir.







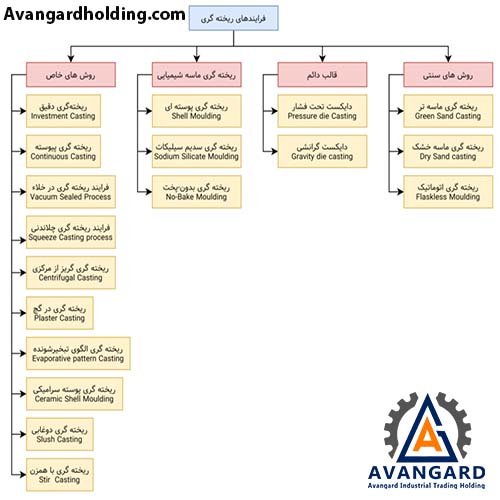
Tökməçiliyin 7 min illik tarixi var. Dünyanın ən qədim tökmə hissəsi, e.ə. 3200-cü ilə aid olan və Mesopotamiyada tapılmış mis qurbağadır. Dəmir, polad və əlvan metallardan (tunc, alüminium, pirinç və s.) metal hissələrin istehsalı üçün müxtəlif üsullar mövcuddur. Ən mühüm üsul tökmə üsuludur. Tökmə, metalların və ərintilərin əridilərək qəliblərə töküldüyü, soyuduqdan və tam bərkidikdən sonra qəlibin formasını aldığı bir mexanizmdir. Tökmə əməliyyatı ərintiyə forma vermək və mürəkkəb hissələr istehsal etmək üçün həyata keçirilir.
Qeyd edildiyi kimi, tökmə bir ərintinin əridilməsi və bərkiməsi yolu ilə formalaşdırılmasını əhatə edir. Bu sadə, lakin praktik üsul dünyada böyük polad sənayesinin təməlini təşkil edir. Müxtəlif növ polad və çuqundökümə forma vermək üçün başqa üsullar mövcud olsa da, tökmə digər üsullarla müqayisədə bir çox üstünlüklərə malikdir.
Metal tökmə sənayesi insan həyatı üçün müxtəlif tökmə məhsulları istehsal edən mühüm istehsal mexanizmidir. Qlobal iqtisadiyyatın inkişafı ilə metal tökmə sənayesi son illər sürətlə inkişaf edir. Dünyada tökmə metal istehsalı gücü 2010-cu ildə 92 milyon tondan 2016-cı ildə 112 milyon tona yüksəlmişdir. Metal tökmə sənayesi çoxsaylı istehlak və sənaye mallarında istifadə olunan mürəkkəb formalı hissələr istehsal edir.
Avangard şirkəti təcrübəli mühəndis kadrlarına və müxtəlif növ polad və çuqundöküm hissələrin istehsalında yüksək təcrübəyə malik olmaqla, mürəkkəb həndəsi formalı hissələri və sizin istəyinizə uyğun ərintiləri istehsal etməyə qadirdir. Aşağıda əritmə və tökmə əməliyyatlarında istehsal olunan ərintilər haqqında daha ətraflı danışacağıq.
Əlaqədar məzmun: Tökmədə kəsmə və təmizləmə işləri

Avangard Holdinqin saytında əvvəlki mərhələlərdə qısaca danışdığımız Qəlibləmə və yığım mərhələlərindən sonra, ərimə və tökmə mərhələsinə keçirik.

Bir çox metal hissələrin istehsalı üçün istehsal mexanizmi metalların əridilməsi ilə başlayır. Bu halda metalın temperaturunu ərimə nöqtəsinə qədər yüksəltmək lazımdır və metallurgiya əməliyyatları üçün çox vaxt onu tələb olunan temperaturda saxlamaq lazımdır. İnduksiya sobasının istifadəsi bu emalı həyata keçirmək üçün ən yaxşı üsullardan biridir və dəqiq ərinti hazırlandıqdan sonra, soba mütəxəssisi aparılmış şarj hesablamalarına əsasən soba daxilində əritmə əməliyyatını həyata keçirir və ərimə hazırlandıqdan sonra, kvantometr cihazı ilə ərintinin analizi üçün bir nümunə götürərək laboratoriya bölməsinə göndərir.

Müxtəlif elementlərin ərintidə ölçülməsi və kimyəvi analizin dəqiq nəzarəti Avanqard Holdinqinin laboratoriyasında təcrübəli mühəndislər tərəfindən kvantometr vasitəsilə həyata keçirilir. Bu üsulla əvvəlcə hissənin səthi elə şəkildə daşlanır ki, səth tam hamar olsun və hər cür çirklənmə və yağdan təmizlənsin və nümunə cilalanmış hissədən götürülərək cihazın spark nöqtəsinə yerləşdirilir. Bu sınağın mexanizmi optik şüalanma prinsipinə əsaslanır. Tədqiq olunan metalın tərkibini təşkil edən hissəciklər spark nəticəsində atom və ionlara parçalanır və bu ionlar həyəcanlanaraq şüalanma yaradır. Bu yayılan işıq optik lif vasitəsilə optik spektrometrdən keçirilir. Daha sonra hər elementin işıq şüalanmasının dalğa uzunluğu diapazonuna əsasən həmin elementin nümunədə konsentrasiyasını ölçmək üçün ən dəqiq emissiya xətti seçilir. Hər element üçün emissiya intensivliyi nümunədə həmin elementin konsentrasiyasına uyğun olur və mövcud standart nümunələr və kalibrləmə əyrilərindən istifadə etməklə elementlərin faiz miqdarını birbaşa hesablamaq mümkündür.
Spark prosesindən sonra, yəni cihazın elektrodu tərəfindən hissənin səthində yaradılan qığılcımdan sonra, əvvəlcədən cihaz üçün təyin olunmuş dalğa uzunluqları vasitəsilə Avanqard laboratoriyasının təcrübəli heyəti hissədə mövcud olan elementlərin miqdarını müəyyən edir və ərinti təsdiqləndikdən sonra laboratoriya bölməsi tərəfindən ərintinin qəlibə tökülməsinə icazə verilir.
Niyə kvantometrə ehtiyacımız var?
Hissələrin istehsalında materialın təyini həmişə hissənin funksionallığının mühüm amillərindən biridir. Hər bir hissənin materialı iş şəraitinə, yəni hissənin iş mühitinə, iş temperaturuna, iş atmosferinə, hissə ilə təmasda olan digər hissələrin materialına və hissədən gözlənilən funksiyaya uyğun olmalıdır. Bu səbəbdən, düzgün material seçimi və bir hissənin analizindən əmin olmaq çox vacibdir və bu məqsədə çatmaq üçün faizin yüzdə biri qədər dəqiqliyi olan dəqiq kvantometrlərin istifadəsi zəruridir.
Əlaqədar məzmun: Tökmədə laboratoriya və keyfiyyətə nəzarət

Avanqard kompleksində ən çox istifadə olunan bəzi ərintilər
Karbonlu poladlar anlayışı, əhəmiyyətli miqdarda ərinti elementləri olmayan sadə karbonlu poladlara aid edilir. Bu poladlar əsasən ümumi mühəndislik işlərində, tikinti sahəsində və hidravlik təzyiq altında işləyən avadanlıqlarda istifadə olunur. Azərintili poladlar isə xrom, molibden və nikel kimi ərinti elementlərinin mövcudluğu səbəbindən sadə karbonlu poladlarla müqayisədə daha yüksək mexaniki xüsusiyyətlərə malikdir. Karbonlu poladlarda tərkibdə uyğun ərinti elementlərinin olması aşınmaya və korroziyaya qarşı müqavimətin yaxşılaşmasına səbəb olur.
Yüksək xromlu poladların möhkəmlik və uyğun aşınma müqaviməti xüsusiyyətlərinə görə, onlar əsasən materialların xırdalanması proseslərində istifadə olunur. Onların tətbiq şərtlərini nəzərə aldıqda, bu martenzit qrupuna aid poladlar yüksək möhkəmliklə birlikdə aşınma müqaviməti təqdim edərək manqanlı poladlar ilə yüksək xromlu çuqunların xüsusiyyətləri arasında yer tutmuşdur. Bu gün yüksək xromlu çuqunlar, detalların orta səviyyəli zərbələrə və güclü aşınmaya məruz qaldığı hallarda yüksək xromlu poladlara alternativ kimi nəzərdən keçirilir. Bu ağ çuqunlar qrupu çox yüksək aşınma müqavimətinə malikdir və bunun səbəbi martenzit əsaslı strukturla birlikdə çöküntü karbidlərinin mövcudluğudur. Detalın orta səviyyəli zərbələrə və güclü aşınmaya məruz qaldığı şəraitdə nikel-xrom çuqunlarının seçilməsi uyğun seçim hesab olunur.
İstiyə davamlı poladlar yüksək temperatur şəraitində işləmək üçün geniş şəkildə istifadə olunur. Mühitin növü və yüksək temperaturda mexaniki möhkəmlik odadavamlı poladın seçilməsi üçün əsas şərtlərdən hesab olunur. İstiyə davamlı poladlar uzunmüddətli iş dövrləri ərzində korroziyaya qarşı müqavimət və yaxşı mexaniki möhkəmlik nümayiş etdirirlər. Dəmir, xrom və nikel tərkibli poladlar əsasən austenit əsaslı struktura malik olur və yüksək temperaturda yaxşı möhkəmlik və toqluq göstərirlər. Bundan əlavə, nikel‑xrom ərintiləri, detal ağır yanacaq növlərinin yanması nəticəsində yaranan külün təsiri altında olduqda, korroziyaya qarşı əhəmiyyətli müqavimət göstərir və odadavamlı poladlarla müqayisədə daha yüksək sürünmə müqavimətinə malik olur.

Ərimə və qaynama nöqtəsi hər bir element üçün özünəməxsus və həmin metala aid xüsusiyyətdir. Əgər iki metal birləşərək ərinti əmələ gətirərsə, bu halda onların ərimə və qaynama nöqtələri dəyişir. Elementlərin və ərintilərin ərimə nöqtəsini bilmək sənaye mütəxəssislərinə onları düzgün və standart qaydada əritməyə kömək edir ki, nəzərdə tutulan metal və ya ərinti üçün problem yaranmasın. Dəmir və polad da özünəməxsus ərimə nöqtələrinə malikdir və bu sahə ilə maraqlananlar və mütəxəssislər yalnız dəmir və poladın ərimə nöqtəsini deyil, həm də bu iki metal ilə bağlı bütün ərintilərin ərimə nöqtələrini bilməlidirlər. Burada isə dəmirin ərimə nöqtəsi, polad və onların müxtəlif ərintiləri haqqında danışacaq və onları nəzərdən keçirəcəyik.

Dəmirin ərimə nöqtəsi
Bərk maddələrin atomları müəyyən nizam və quruluşla bir-birinin yanında yerləşir. Əslində, metala və ya elementə istilik verildikdə onda titrəmə yaranır. Verilən bu temperatur elementin atomlarını hərəkətə gətirir və nəticədə material döyülə bilən və əyilə bilən xüsusiyyət qazanır.
Pasta halında ərimə: Ərintilərin özünəməxsus faza diaqramları olduğu üçün onların ərimədən bərkiməyə qədər olan temperatur diapazonu həmin diaqramlara əsasən müəyyən edilir. Pasta temperaturu seçilərək dəmir qızdırıldıqda material bərk və maye qarışığından ibarət bir vəziyyətdə olur.
Süngər dəmirin ərimə nöqtəsi
Süngər dəmir, reduksiyaedici maddələr və karbon vasitəsilə dəmir filizinin daxilindəki oksigen qazının çıxarılması nəticəsində əldə edilir. Dəmirin polada çevrilməsi prosesində görülməli olan mərhələlərdən biri də dəmir filizinin süngər dəmirə çevrilməsidir. Süngər dəmirin ərimə nöqtəsi təxminən 1200 dərəcə Selsidən aşağıdır. Bu nisbətən aşağı ərimə temperaturu onun tərkibində təxminən 30–35 faiz çirklərin olmasından qaynaqlanır.
Təmiz dəmirin ərimə nöqtəsi
Praktikada istifadə olunan dəmir adətən müəyyən miqdarda çirklərə malik olur. Təmiz dəmirin ərimə nöqtəsi çirkli dəmirdən fərqlidir. Dəmirin ərimə nöqtəsi çirklərə səbəb olan hissəciklərin ölçüsündən və kimyəvi tərkibindən asılı olaraq dəyişə və əsas göstəricidən yüksək və ya aşağı ola bilər. Dəmir filizindən əldə olunan material kimi dəmir müəyyən sabit ərimə nöqtəsinə malikdir. Təmiz dəmirin standart ərimə nöqtəsi 1538 dərəcə Selsidir.
Poladın ərimə nöqtəsi
Polad dəmir əsasında hazırlanmış bir ərintidir. Daha əvvəl qeyd etdiyimiz kimi, təmiz dəmir çox yumşaqdır və korroziyaya meyllidir. Oksidlər və sulfidlər ilə reaksiyaya girdiyinə görə aktiv mühitlərdə istifadə üçün uyğun deyil. Dəmirə karbon əlavə edilməsinin nəticələrindən biri onun reaktivliyinin azalmasıdır və bu da təmiz dəmirin bu çatışmazlığını aradan qaldırır. Poladın ərimə temperaturu təxminən 1425–1540 dərəcə Selsi aralığındadır.
CK45 poladının ərimə nöqtəsi
CK45 poladı yaxşı mexaniki və fiziki xüsusiyyətlərinə görə aşınma və zərbəyə qarşı müqavimətə malikdir. Lakin tərkibində xromun az olması səbəbindən bu polad paslanmaya və korroziyaya qarşı yüksək davamlılıq göstərmir. Bu poladın ərimə nöqtəsi onun tərkibində olan maddələrin miqdarı və konsentrasiyasından asılıdır. Orta hesabla bu növ poladın ərimə temperaturu 1514–1560 dərəcə Selsi arasında qəbul edilir.
Paslanmayan poladın ərimə nöqtəsi
Paslanmayan polad və ya stainless steel yüksək korroziya davamlılığına görə material mühəndisliyində geniş istifadə olunan polad növlərindən biridir. Tərkibində təxminən 12 faiz xromun olması onun yüksək davamlılıq xüsusiyyətini təmin edir. Paslanmayan polad istehsal edilərək dəmirə əlavə edildikdə, dəmir səthləri oksidləşmə və korroziyadan qorunur. Bəzi paslanmayan polad növlərində nikel, molibden, volfram, niobium, titan, vanadium və alüminium kimi elementlər də mövcuddur. Bu elementlər korroziyaya qarşı davamlılığı daha da artırır və nəticədə paslanmayan poladdan tökmə detalların istehsal qiyməti yüksələ bilər. Paslanmayan polad müxtəlif qradlardan ibarətdir və ərinti olduğu üçün müxtəlif qradlarda fərqli ərimə nöqtələrinə malikdir. Artıq ərintilər də elementlərin ərimə intervalından kənara çıxa bilər. Təmiz dəmirin ərimə nöqtəsi 1538°C, xromun (Cr) 1860°C və nikelin (Ni) 1453°C-dir. Paslanmayan polad üçün isə ərimə temperaturu ümumiyyətlə 1400–1530°C aralığında dəyişir.
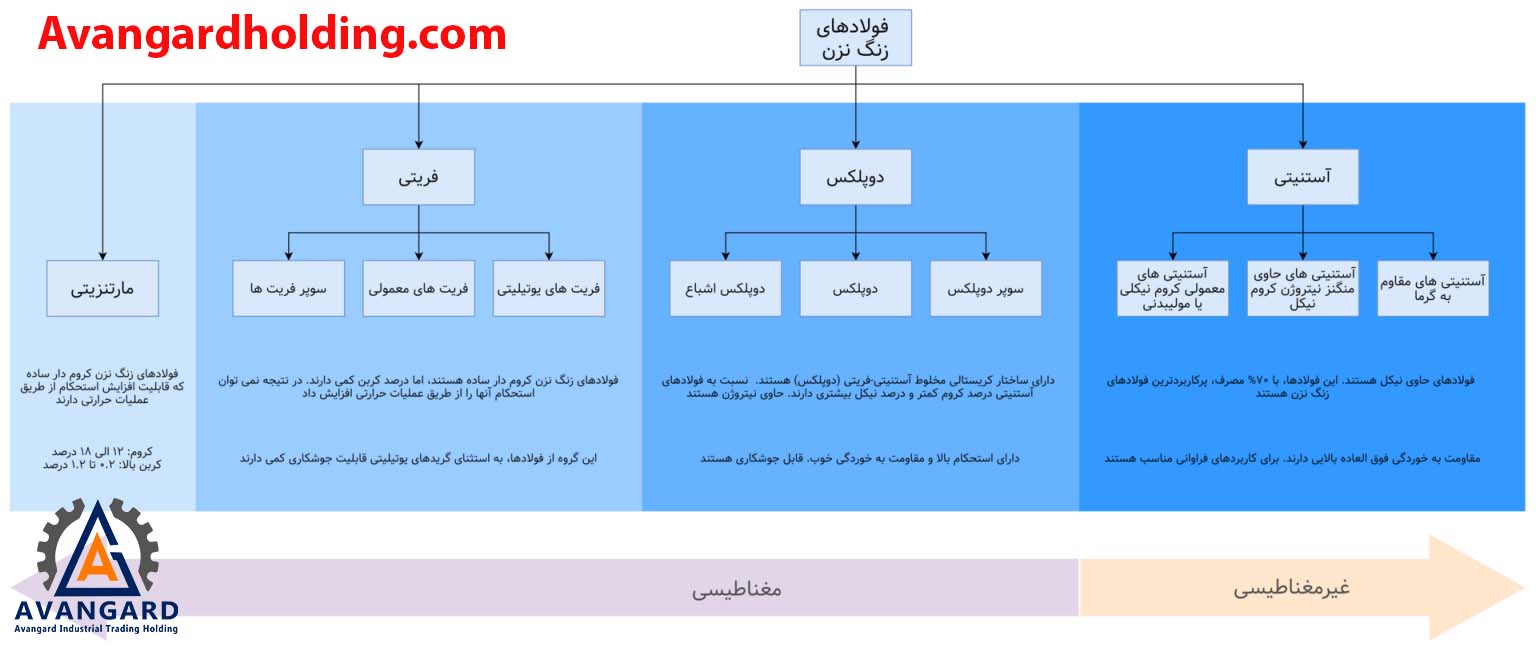
- Qeyd etmək lazımdır ki, Avangard şirkəti aşağıdakı növlərdə paslanmayan poladların (Stainless Steel) istehsalında uğurlu təcrübəyə malikdir:
- Austenit paslanmayan polad (Austenitic Stainless Steel) (200 seriyası və 300 seriyası)
- Ferritik paslanmayan polad (Ferritic stainless steel)
- Martenzit paslanmayan polad (Martensitic Stainless Steel)
- Duplex paslanmayan polad (Steel Duplex)
316 paslanmayan poladın ərimə nöqtəsi
Polad, əsasını dəmir elementi təşkil edən və tərkibində 2%-dən az karbon olan ərintiyə deyilir. 316 paslanmayan polad nikel, xrom və molibden birləşmələrini ehtiva edir. Bu materialın tərkibində molibdenin olması xloridlərdən qaynaqlanan korroziyaya qarşı davamlılığı artırmaq məqsədi daşıyır. Əgər bu poladın adından sonra L hərfi yazılarsa, bu onun ərintisində az miqdarda karbon istifadə edildiyini göstərir və bu aşağı karbon miqdarı qaynaqdan sonra da qoruyucu təbəqənin saxlanmasına kömək edir. Bu tip 316 poladın istehsalının əsas üsullarından biri onun tullantılarının təkrar emalıdır və istehsal olunan poladın təxminən 70 faizi bu materialın tullantılarının əridilib yenidən qəliblənməsi ilə əldə olunur. 316 poladı paslanmayan polad növlərindən biridir və onun ərimə nöqtəsi təxminən paslanmayan poladın ərimə temperaturuna bərabərdir. Qeyd etmək lazımdır ki, Avangard şirkəti 316L paslanmayan polad detalların istehsalı sahəsində uğurlu təcrübəyə malikdir.
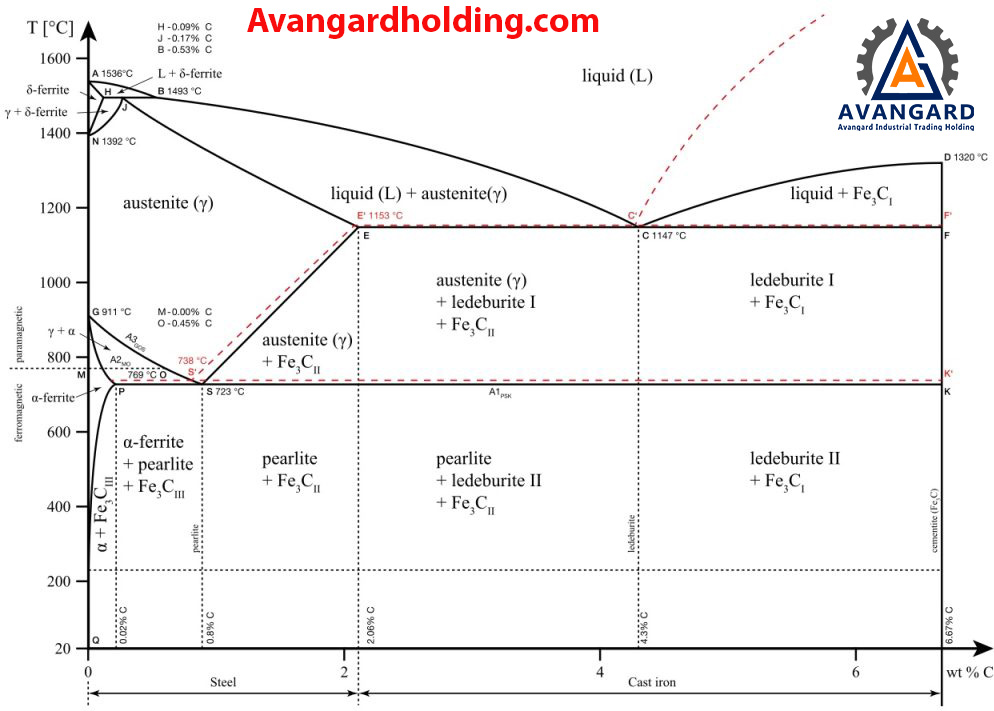
Çuqun da polad kimi dəmir və karbonun birləşməsindən yaranan ərintidir. Lakin əsas fərq ondan ibarətdir ki, çuqunda karbonun miqdarı 2%-dən çoxdur, poladda isə karbonun miqdarı təxminən 2.1%-ə qədər olur. Çuqun tökmə ərintiləri kateqoriyasına daxildir. Poladın tərkibində həmçinin silisium, manqan, nikel və xrom kimi elementlər də mövcuddur. Çuqunun tökülməsi çox asandır və poladla müqayisədə daha az büzülmə faizi göstərir. Məhz bu xüsusiyyətə görə dekorativ və memarlıq dəmir konstruksiyalarında çuqun çox vaxt poladdan daha ideal metal hesab olunur. Bununla belə, çuqun poladla müqayisədə korroziyaya daha həssasdır və həmçinin aşağı zərbə davamlılığına malikdir, daha kövrək və az elastikdir. Poladın istehsal xərci isə çuqunun istehsal xərci ilə müqayisədə daha yüksəkdir. Əgər bu iki materialın ərimə nöqtəsini müqayisə etsək, hər ikisi də dəmir əsaslı ərinti olsa da, çuqunun ərimə temperaturu poladdan daha aşağıdır. Çuqunun ərimə nöqtəsi təxminən 950–980 dərəcə Selsi civarındadır.
Kimyəvi tərkib və metallurji quruluş poladın ərimə nöqtəsinə təsir edən iki çox mühüm amildir. Dəmirin ərimə nöqtəsi adətən sabit hesab edilsə də, bəzi hallarda müəyyən proseslər bu göstəricini dəyişdirə və ərimə temperaturunu artırıb və ya azalda bilər. Əslində kimyəvi tərkibin təsiri metallurji quruluşdan daha böyükdür və poladın ərimə nöqtəsini dəyişdirə bilər. Yuxarıda qeyd olunanlara əsasən belə nəticəyə gəlmək olar ki, dəmirin tərkibindəki çirklərin artması ərimə nöqtəsinə təsir göstərir və ərintidə karbonun faizi nə qədər çox olarsa, həmin ərintinin ərimə temperaturu təmiz dəmirdən daha aşağı olur. Bu amil polad məhsulu kimi tökmə detalların qiymətinə də təsir edir.
Texnologiyanın inkişafı və elmin genişlənməsi ilə ərimə nöqtəsi getdikcə daha böyük əhəmiyyət qazanmış və sənayedə daha geniş istifadə olunmağa başlamışdır.

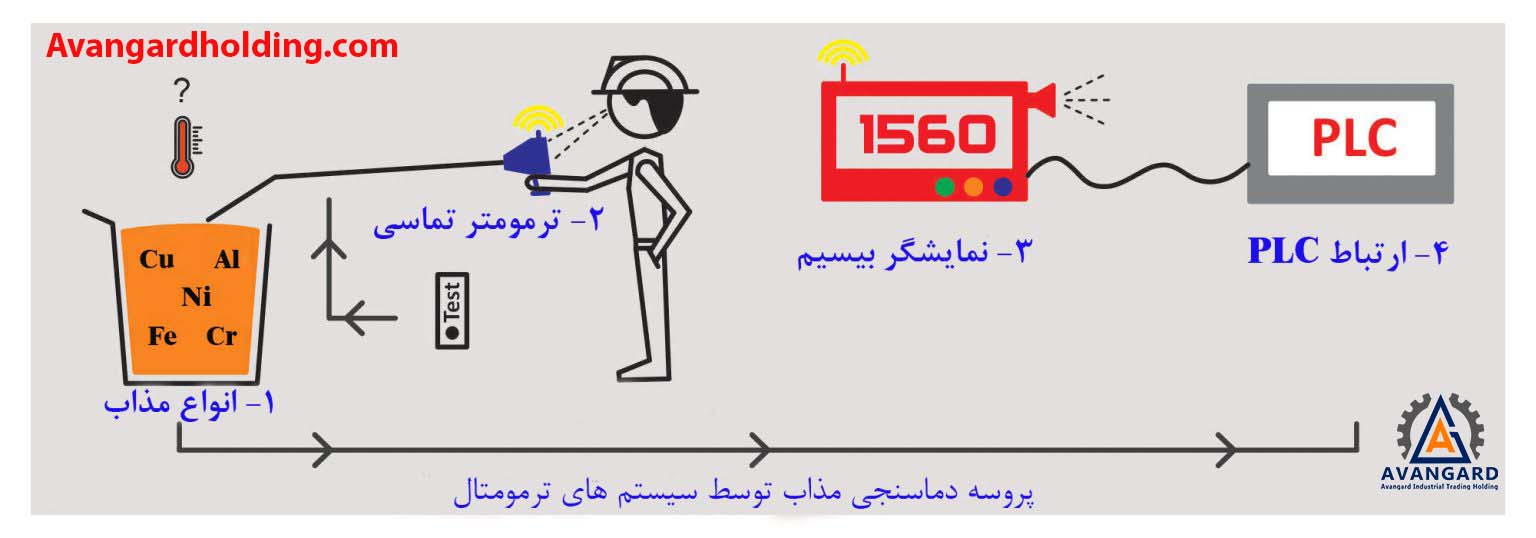
Ərimiş metalın temperaturunu bilmək tökmə ustası üçün çox vacib və həyati əhəmiyyət daşıyır. İstifadə olunan ərintinin ərimə temperaturunu bilməmək və temperaturu həddindən artıq artırmaq bir çox problemlərə səbəb olur. Bunlara soba və çömçənin izolyasiya materialının xidmət müddətinin azalması, ərintidə mövcud olan bəzi faydalı elementlərin yanaraq itməsi, ərintinin fazasının və quruluşunun dəyişməsi, tökmədən sonra qəlibin yanması və formasının dəyişməsi, bəzi materiallarda qaz udulması və digər problemlər daxildir. Bunun əksi də mümkündür: ərimiş metalın temperaturunun aşağı olduğunu bilmədən tökmə aparmaq nəticəsində metalın çömçədə və ya qəlib kanallarında bərkiməsi, ərimiş metalın qəlibin bütün hissələrinə çatmaması, tələb olunan xüsusiyyətlərin əldə olunmaması və digər problemlər yarana bilər.
Buna görə də ərimiş metalın düzgün temperaturunu bilmək tökmə mütəxəssisi üçün ən vacib biliklərdən biridir. Bəzi ərintilər üçün dəqiq ərimə temperaturunu bilmək, ərinti elementlərinin kimyəvi analizini bilmək qədər vacib və həyati əhəmiyyətə malikdir.
1- Müxtəlif növ poladların və aşınmaya davamlı çuqundökümlərin xüsusi tökməsi, məsələn, müxtəlif faizli manqan və molibden olan manqanlı poladlar (Hadfield), Ni-Hard çuqundöküm və yüksək xromlu çuqundökümlər. Bunlar çınqıl, qum və sement dəyirmanlarında çəkic, zindan və layner kimi istifadə olunur və münasib qiymət və yüksək keyfiyyətlə təklif edilir.
* Yenidən qeyd etmək lazımdır ki, Avangard şirkəti öz təcrübəli və mühəndis heyəti ilə geniş çeşiddə ərintilərin istehsalında geniş xüsusi təcrübəyə malikdir. Daşqıran maşın hissələrinin tam siyahısı Məhsullar bölməsində verilmişdir və ən yaxşı qiymət və ən yüksək keyfiyyətlə sizə təqdim olunacaqdır.
2- Müxtəlif karbonlu və aşağı ərintili poladların tökməsi, o cümlədən GS… , WCB, 42CrMo4 (Mo40), Gs – Ck45 qrupundan olan ərintilər, səthi bərkidilən poladlar (məsələn, 1.7131) və bu qrupdakı digər tökmə polad ərintiləri.
*Yuxarıda göstərilən poladların tətbiqi maşınqayırma sənayesində, dəmir yolu sənayesində, neft və qaz sənayesindədir.
3- Müxtəlif növ paslanmayan poladların (Stainless steel) tökməsi, məsələn, 304, 316, 316L ərintiləri, Ni-Resist çuqundöküm və xüsusi ərintilər (məsələn, Duplex steel).
*Bu sahədə şirkətin müxtəlif impeller və su, neft, qaz, duz və ya turşu nəqli üçün nasos gövdələrinin istehsalı təcrübəsi mövcuddur. Tərkibində Ti, Nb, N, V və W olan ərintilər dəfələrlə bu şirkətdə istehsal edilmiş və müştərilərə çatdırılmışdır.
4- İstiliyədavamlı polad növlərinin tökməsi, məsələn, 1.4841, 1.4848, 1.4837, 1.4823 və s. ərintilər. Bunlar sement, neft, qaz və neft-kimya sənayesində yüksək temperaturlu mühitlərdə istifadə olunur.
5- DIN, ASTM, BS və s. kimi beynəlxalq etibarlı standartlara uyğun olaraq boz (GG) və sfero (GGG) çuqundöküm növlərinin tökməsiYenidən izahat
