فارسی
فارسی  English
English  العربية
العربية  Русский
Русский 
- Ana səhifə
- Tökmə xidmətləri
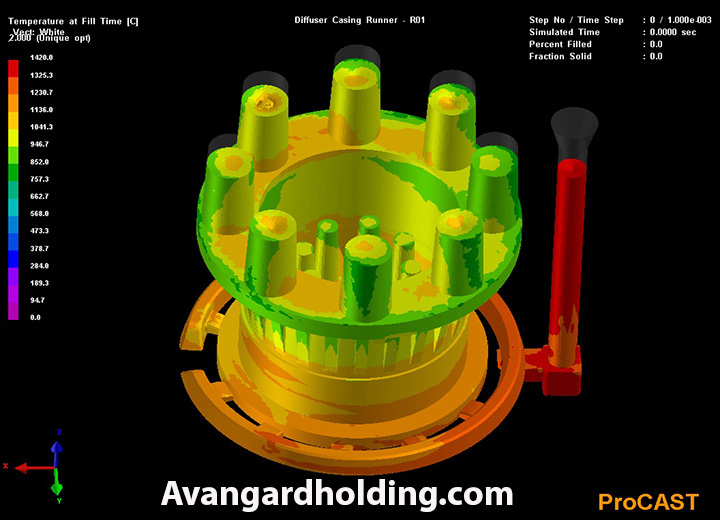
- Tökmədə bərkimə
Avangard şirkətinin mühəndislik komandası, iyirmi ildən artıq təcrübəyə, yerli və xarici nüfuzlu universitetlərdə qazanılmış yüksək elmi təhsilə, həmçinin maşınqayırma, avtomobilqayırma, qəlibqayırma, neft və qaz, petrokimya, enerji stansiyaları, sement və mineral emalı sənayeləri üçün karbonlu polad, aşağı ərintili polad, istiliyədavamlı polad (paslanmayan və odadavamlı), manqanlı polad (Hadfield), yüksək xromlu polad, həmçinin yüksək xromlu çuqundur kimi ərintilərdən on mindən çox hissənin istehsalı təcrübəsinə əsaslanaraq, siz hörmətli müştərilərin tələb etdiyi xüsusi analiz, standartlar və xüsusiyyətlərə əsasən hissələr istehsal etməyə qadirdir. Müasir mühəndislik proqram təminatı və təchiz edilmiş metalloqrafiya laboratoriyası və digər mexaniki sınaqların köməyi ilə, uyğun bərkimə gradienti və digər zəruri prosesləri təyin edərək, tələb olunan hissəni arzu olunan xassələrə və quruluşa uyğun olaraq, etibarlı sertifikat, ən yaxşı keyfiyyət və ən münasib qiymətlə sizə təqdim edir.
<p style=”text-align: justify;”>Əslində, bəşəriyyət metalları əritmə və çıxarma qabiliyyətinə yiyələndiyi andan etibarən, bərkimə hadisəsi insanın ehtiyac duyduğu alət və avadanlıqların hazırlanmasında onun bilik və bacarığının bir hissəsi olmuşdur. Bərkimə bir çox metalların istehsalı üçün iqtisadi üsullardan biri hesab olunur.</p>
<p style=”text-align: justify;”>Son onilliklərdə materialların tanınması və istehsal prosesi dəyişənlərinin mikrostruktur və mexaniki xassələrə təsiri haqqında insan biliklərinin inkişafı ilə, tökmə metallarda bərkimənin əhəmiyyəti xeyli artmışdır. Ərintinin bərkimə sürəti hissənin son mikrostrukturunu müəyyən edir, hissənin mikrostrukturu isə onun xassələrini təyin edir. Bu səbəbdən, bəzi hallarda bərkimə sürətini tənzimləmək və həmçinin hissədə vahid bərkiməni təmin etmək üçün qəlibin ətrafında qızdırıcılar və soyuducular quraşdırılır. Qeyd etmək lazımdır ki, hissənin müxtəlif yerlərində soyuma sürəti fərqlidir.</p>
Əlaqəli məzmun: Tökmə məhsulları
Hal-hazırda Tökmədə bərkimə hadisələrini təhlil etmək üçün bir tərəfdən bərkimə mikrostrukturlarını idarə etmək və yaxşılaşdırmaq üçün müxtəlif metallurgik yanaşmalar və üsullar inkişaf etdirilir, digər tərəfdən isə, güclü kompüterlərdən istifadə edərək ədədi analizlər və mühəndislik simulyasiyaları vasitəsilə müxtəlif hissələr və ərintilər üçün istilik ötürülməsi, maye axını və bərkimə zamanı faza çevrilmələri davranışları tədqiq və qiymətləndirilir.
Bərkimə, metal ərintisinin növündən asılı olaraq fərqlənir:
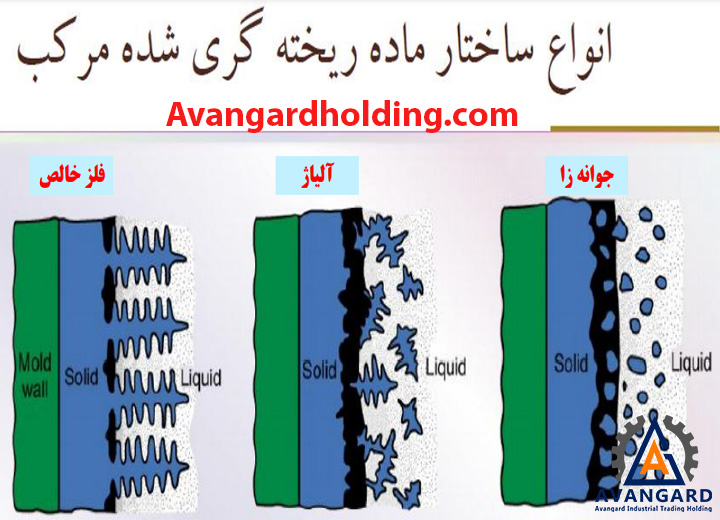
- Təmiz element
- Bir ərinti
- Təmiz metalların bərkiməsi
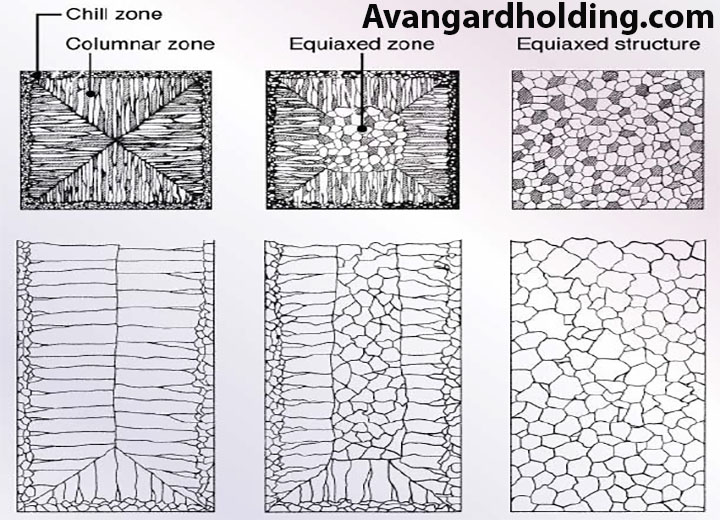
Qəlib divarında yüksək istilik ötürülməsi səbəbindən, ərinti töküldükdən dərhal sonra qəlib divarı ilə ərinti arasındakı ara səthdə nazik bir bərkimiş metal qabığı əmələ gəlir. Bu qabıqda, yüksək soyuma sürətinə görə mikrostruktur incə və təsadüfi dənələr şəklində olur. Bərkimə irəlilədikcə, dənələr istilik ötürülməsi istiqamətində uzanırlar.
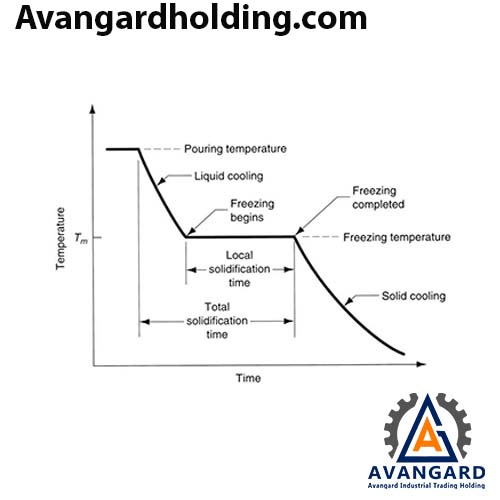
Əksər ərintilər tək bir nöqtədə donmaq əvəzinə, müəyyən bir temperatur diapazonunda donur. Bərkimə ərimə temperaturundan başlayır və bərkimə temperaturuna qədər davam edir. Təmiz metallarda olduğu kimi, ərinti töküldükdən dərhal sonra ərinti ilə qəlib divarı arasındakı ara səthdə nazik bir bərkimiş metal qabığı əmələ gəlir.
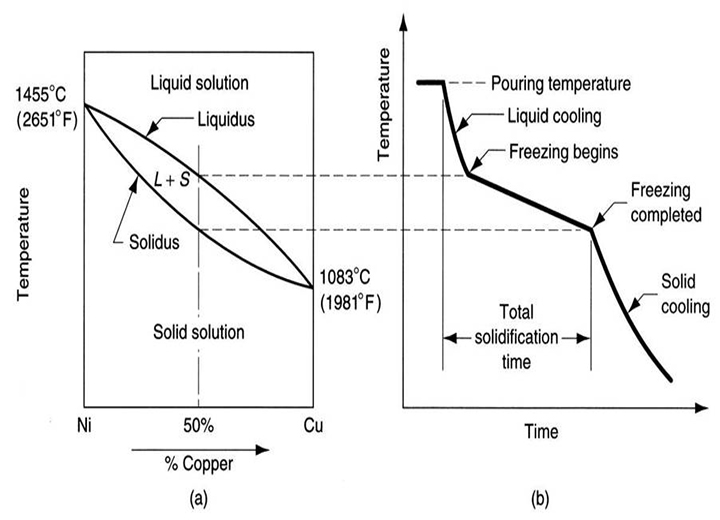
Dendritlər tədricən formalaşır. Lakin bərkimə xətti ilə ərimə xətti arasındakı geniş temperatur diapazonu səbəbindən, ərintinin bir hissəsi daha tez donur və onun dənələri, daha gec soyuyan hissəyə nisbətən istilik ötürülməsi istiqamətində daha çox böyüyür. Nəticədə, hissənin mərkəzindəki metal ərintisi daha gec soyuyur və buna görə də quruluş daha incə dənəli olur.
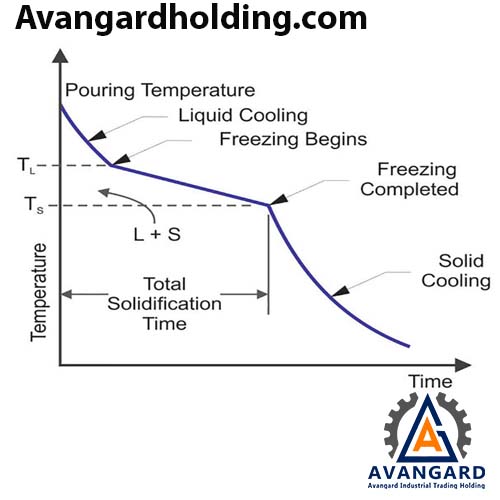
- Erimiş metalın soyuması zamanı
- Maye haldan bərk hala keçərkən soyuma zamanı
- Bərk metalın otaq temperaturuna qədər soyuması zamanı
Erimiş metalın bərkimə sürətinin təsiri tökmədə müxtəlif cəhətlərdən əhəmiyyətlidir, məsələn, hissənin istehsalına, metalın quruluşuna, mexaniki xassələrə və s. təsir göstərməsi baxımından. Belə ki, bərkimə sürətinin artması, qəlib daxilindəki metal ərintisinin daha qısa müddətdə donmasına və müəyyən bir zaman intervalında daha çox sayda hissənin istehsal olunmasına səbəb olur. Buna görə də, əgər qəlibdəki ərinmiş metalın bərkimə sürətini elə artırmaq mümkün olsa ki, hissənin xassələrində arzuolunmaz dəyişiklik yaranmasın, onda istehsal olunan hissələrin sayını artırmaq və iqtisadi cəhətdən daha az xərclə daha çox hissə istehsal etmək olar. Digər tərəfdən, bərkimə sürəti hissənin xassələrini və mikroskopik quruluşunu dəyişə bilər; belə ki, əgər bərkimə sürəti və ya başqa sözlə, ərintinin soyuma sürəti artarsa, ərinti daxilində çox sayda bərk nüvələr (bərk nüvələr) əmələ gəlir ki, onların böyüməsi davam etdikcə incə dənəli mikroskopik quruluş formalaşır. Bu quruluş nisbətən yaxşı mexaniki xassələrə malikdir. Belə bir quruluşda, dənələrin incə olması səbəbindən dənə hüdudlarının sayı artır; nəticədə, incə dənəli quruluşu deformasiya etmək üçün daha çox qüvvə və gərginlik tələb olunacaq, buna görə də hissə daha yüksək möhkəmlik nümayiş etdirəcək. Digər tərəfdən, quruluşun incə dənəli olması özlülüyü (çökməzliyi) və elastikliyi artırır və metal mexaniki qüvvələrə qarşı yaxşı müqavimət göstərir.
Əlaqəli məzmun: Tökmədə dizayn və modelləşdirmə
Əgər bərkimənin soyuma sürəti və ya ərintinin soyuma sürəti azalarsa, bərk nüvələrin (nüvələrin) sayı minimuma enəcək; bu halda nüvələrin böyüməsi davam edir və iri dənəli bir quruluşa çatırıq. İri dənəli mikroskopik quruluşa malik hissələrdə, dənə hüdudlarının miqdarının az olması səbəbindən, möhkəmlik incə dənəli quruluşa malik hissələrə nisbətən daha azdır. Lakin yüksək temperaturlarda, iri dənəli quruluşa malik hissə, incə dənəli hissəyə nisbətən qüvvə tətbiqinə qarşı daha yaxşı müqavimət göstərəcəkdir.
Ərintinin bərkimə sürəti, ərinmiş metalın istilik tutumundan və istilik keçiriciliyindən, həmçinin qəlib materialının növündən asılıdır. Ərinmiş metalın və qəlibi təşkil edən materialın istilik keçiriciliyi və istilik tutumu nə qədər yüksək olarsa, ərintinin istiliyi bir o qədər tez xaricə ötürülər və ərinti çox sürətlə donar. Məsələn, metal və qrafit qəliblərdəki ərinti, qum qəlibdəki ərintiyə nisbətən daha tez soyuyar və nəticədə daha tez donar.
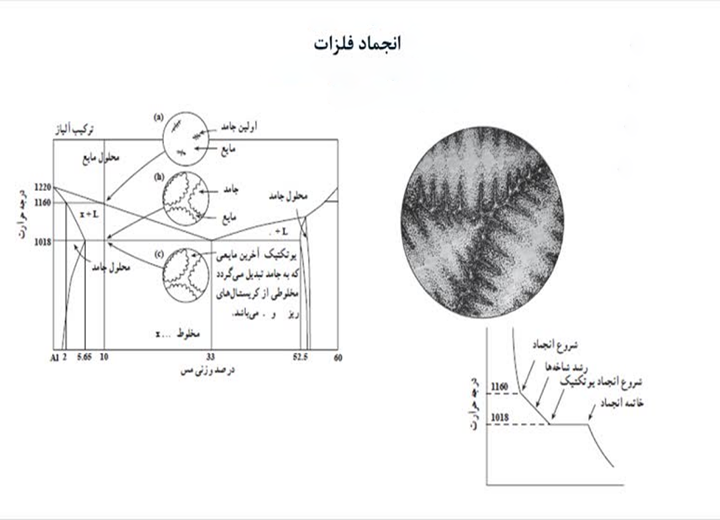
Tökmə hissə üçün ən yaxşı bərkimə növü, tökmədə istiqamətləndirilmiş və ya idarə olunan bərkimədir. Burada ərintinin bərkiməsi, qidalandırıcıya nisbətən qəlibin ən uzaq hissələrindən başlayır və bərkimənin son mərhələsi qidalandırıcıda baş verir. Bərkimi istiqamətləndirməyin başqa bir yolu da, ümumiyyətlə mis, polad, qrafit və alüminium kimi materiallardan seçilən və adətən qəlib boşluğunda və ya onun divarında istifadə olunan SOYUDUCU (CHILL) istifadə etməkdir. Bu halda onlar daxili soyuducu (internal chill) və ya xarici soyuducu (external chill) adlanır. Bəzən qəlibin bəzi hissələrində qəlibləmə zamanı yüksək soyutma qabiliyyətinə malik olan xromit qumu kimi qumların istifadəsi tövsiyə olunur. Soyuducular daha yüksək temperatur gradienti yaradaraq bərkimə cəbhəsini istiqamətləndirir və buna görə də xüsusilə plastik (sıyıqvari) bərkiməyə malik ərintilərdə qidalanma məsafəsini artırır. Bundan əlavə, bütün ərintilərdə də soyuducu və ya laylama (qəlibin bir hissəsinin izolyasiyası) istifadə edərək bərkimə istiqamətini tənzimləmək olar. Bu halda, büzülmə boşluqları və çökmələr qidalandırıcıda əmələ gəlir. Digər tərəfdən, ərintidə mövcud olan qazlar və çirklər bərkimə cəbhəsi tərəfindən qidalandırıcıya doğru hərəkət edir və hissədən uzaqlaşdırılır. Bərkimədən sonra, qidalandırıcını ayırmaqla, uyğun keyfiyyətli bir hissə əldə edəcəyik.
-
Soğutma zonası Chill Zone :
Çox incə dənələrə malikdir, ərintinin qəlib səthi ilə təması nəticəsində yaranır.
-
Sütunvari böyümə zonası:
Bu zonada dənələr sütunvari formada yaranır və dənələrin istiqamətlənməsi həmişə onların kristalloqrafik istiqaməti ilə, həmçinin istilik ötürülməsi istiqamətinin əksinə olur. Elə ki, istilik ötürülməsi istiqaməti ilə daha çox uyğunlaşan sütunlar rəqabətli şəkildə hərəkət edərək qonşu hüceyrələrin böyüməsinin qarşısını alır. Əgər tökmə temperaturu artarsa, istilik gradientinin yüksəlməsi səbəbindən sütunların uzunluğunun artma ehtimalı yüksəlir. Əgər tökmə temperaturu azalarsa, gradientin azalması səbəbindən sütunların uzunluğu azalır.
-
Mərkəzi zona:
Temperaturun azalması və konsentrasiyanın artması səbəbindən, hissənin mərkəzində birləşmiş soyuma miqdarı artır və bircins nüvələşmə və böyümə baş verə bilər. Bundan əlavə, sütunların rəqabətli böyüməsi onların bir hissəsinin qopmasına və ərimə cəbhəsinə atılmasına səbəb ola bilər.