 فارسی
فارسی  English
English  العربية
العربية  Русский
Русский 
- Ana səhifə
- Tökmə xidmətləri
- Tökmə sənayesində laboratoriya və keyfiyyətə nəzarət

Qırıntı metalın analizinə əlavə olaraq, qəlibləmə və montaj üçün istifadə olunan materiallar da yoxlanılır.

Əritmə bölməsi ardıcıl olaraq analiz üçün laboratoriyaya nümunələr göndərir və mümkün olan ən qısa müddətdə analiz nəticəsi haqqında məlumat alır ki, ərintinin kimyəvi tərkibini düzəldə bilsin. Məqalənin davamında kvantometr cihazı haqqında daha ətraflı danışacağıq.

İstehsal olunan hissələrin sərtliyi, aşınmaya məruz qalan hissələrin ən vacib mexaniki xüsusiyyətlərindən biri kimi daim nəzarət altında saxlanılır. Tökmə hissələrinin iri ölçülü olması səbəbindən sərtliyin ölçülməsi üçün portativ sərtlikölçən cihazdan istifadə olunur. Həmçinin istehsal olunan məhsulların mikrostrukturu mövcud metalloqrafiya imkanlarının köməyi ilə araşdırılır və nəzarət amillərindən biri kimi mikrostruktur nümunələrinin şəkillərinin çəkilməsi və arxivləşdirilməsi mümkündür.
Keyfiyyətə nəzarət laboratoriyasının istehsal olunan hissələrin təsdiqi üzrə digər fəaliyyətlərindən biri də hissələr üzərində ultrasəs testi və tökmə sənayesində istifadə olunan digər standart testlərin aparılmasıdır ki, daxili qüsurların mövcud olmamasına əminlik əldə edilsin. Davamında isə geniş yayılmış testlər haqqında daha ətraflı danışacağıq.
Avanqard şirkətində tətbiq olunan praktik sınaq növləri:
- Kimyəvi analiz (kvantometr)
- Metalloqrafiya və strukturun təyini
- Sərtlik ölçülməsi
- Nüfuzedici maye testi (PT testi)
- Maqnit hissəcikləri testi (MT)
- Ultrasəs testi (UT testi)
- Radiografiya (RT testi)
- Mexaniki xüsusiyyətlərin sınağı (dartılma testi, zərbə testi və s.)

Avangard şirkəti tökmə sənayesində istehsalçı və təchizatçı şirkətlərdən biri kimi, qanuni tələbləri və müştərilərin xüsusi ehtiyaclarını qarşılayaraq, müştəri məmnuniyyəti və etimadını qazanmağı öz missiyası kimi müəyyən etmişdir və bu istiqamətdə aşağıdakı əsas məqsədləri izləyir:
- Məhsulların keyfiyyətinin artırılması və davamlı olaraq təkmilləşdirilməsi istiqamətində çalışmaq; bu isə təşkilatın əsas məqsədi olan müştəri məmnuniyyətinin yüksəldilməsinə xidmət edir.
- Nisbi səmərəliliyin artırılması ilə istehsal xərclərinin və tullantıların azaldılması.
- Təlim sisteminə personalın peşəkar və mədəni bacarıqlarının inkişafı üçün mühüm bir vasitə kimi diqqət yetirmək.
- Məhsulun müştərilərə vaxtında çatdırılması.
Bu sahədə istifadə olunan alətlər və avadanlıqlar əslində nəzarət və avtomatlaşdırma sisteminin infrastrukturunu təşkil edir və müxtəlif nəzarətçilər (kontrollerlər), göstəricilər, transmitterlər, rekorderlər və s. kimi cihazları əhatə edir. Bu alətlər sənaye proseslərində temperatur, təzyiq, axın (flow), maye səviyyəsi, ölçülər və digər mühüm fiziki parametrlərin dəqiq ölçülməsi, ötürülməsi, göstərilməsi, qeydiyyatı və nəzarətinə cavabdehdir.
Ölçü lentləri müxtəlif sənaye sahələrində çox geniş istifadə olunan ölçmə alətlərindən biridir. Mikrometr və ştangenpərgar kimi alətlərlə müqayisədə ölçü lentlərinin dəqiqliyi o qədər yüksək deyil, lakin onlar daha geniş ölçmə diapazonunu ölçə bilirlər və bu diapazonla müqayisədə qəbul edilə bilən dəqiqlik təmin edirlər. Ümumiyyətlə, ölçü lentləri ölçmə üsuluna görə iki növə bölünür: lazer tipli və sadə tipli.

Ştangenpərgar yüksək dəqiqliyə malik ölçmə alətidir və onun istifadəsi müxtəlif sənaye sahələrində çox geniş yayılmışdır. Ştangenpərgarı bir çox sənayedə mühəndislərin sağ əli kimi də adlandırmaq olar. Ştangenpərgarların çənələri olur və bu çənələr vasitəsilə obyektlərin müxtəlif ölçülərini, məsələn daxili və xarici diametrini, uzunluğunu, qalınlığını və dərinliyini ölçmək mümkündür. Ümumiyyətlə ştangenpərgarlar oxunma üsuluna görə üç növə bölünür: sadə, rəqəmsal və saatlı tip. Ştangenpərgarlardan istifadə olunmasının əsas səbəblərindən biri onların yüksək dəqiqliyidir. Sadə ştangenpərgarların ölçmə dəqiqliyi 1 vahidinin verniyer bölgülərinin sayına bölünməsi ilə əldə olunur. Sənayedə geniş istifadə olunan adi ştangenpərgarların ölçmə dəqiqliyi təxminən 0.01 millimetrdir.

Dəqiq ölçmə alətlərinin digər bir növü mikrometrlər və ya incə ölçü cihazlarıdır. Bu alətlər ölçmə zamanı çox yüksək dəqiqliyə malikdir və buna görə də ştangenpərgarın dəqiqliyinin kifayət etmədiyi hallarda bəzi detalların daxili, xarici, hündürlük və qalınlıq ölçmələri üçün mikrometrdən istifadə olunur. Mikrometrlərin ölçmə dəqiqliyi adətən 0.001 millimetrə qədər çatır. Mikrometrlər də iki növdə olur: sadə və rəqəmsal. Rəqəmsal modellərdə ölçülən dəyər displey üzərində asanlıqla görünür, lakin sadə növdə əldə olunan nəticəni oxumaq üçün xüsusi üsuldan istifadə edilir.
Mikrometrlərdə çənələrə və iş parçasına tətbiq olunan qüvvə ratchet (cırcır) mexanizmi vasitəsilə nəzarət altında saxlanılır. Bu xüsusiyyət millimetrlik verniyer ştangenpərgarların oxunma üsulundan fərqlidir; həmin alətlərdə çənələrin iş parçasına tətbiq etdiyi qüvvə nəzarət altında olmur. Yəni iş parçasına tətbiq olunan qüvvə müəyyən həddə çatdıqda ratchet dəstəyi boş şəkildə fırlanmağa başlayır və bu da ölçmənin dəqiqliyini artırır.

Bucaqölçən müxtəlif obyektlərin bucaqlarını ölçmək üçün istifadə olunan xüsusi alətdir və müxtəlif peşələrdə geniş tətbiq sahəsinə malikdir. Bu tətbiqlərdən biri də xüsusilə detalların bucaq altında kəsilməsi zamanı kəsim bucağının müəyyən edilməsidir. Bucaqölçənlər iki növdə istifadə olunur: sadə və rəqəmsal. Sadə bucaqölçən bir nəqol və ona birləşdirilmiş xətkeşdən ibarətdir; ölçüləcək obyekt bu ikisinin arasında yerləşdirildikdə alınan bucaq nəqol üzərindən oxunur. Rəqəmsal növdə isə iki xətkeş bir oynaq vasitəsilə bir-birinə birləşdirilmişdir və bu iki xətkeş arasındakı bucaq rəqəmsal displey vasitəsilə asanlıqla oxunur.
Bucaqölçən müxtəlif obyektlərin bucaqlarını ölçmək üçün istifadə olunan xüsusi alətdir və müxtəlif peşələrdə geniş tətbiq sahəsinə malikdir. Bu tətbiqlərdən biri də xüsusilə detalların bucaq altında kəsilməsi zamanı kəsim bucağının müəyyən edilməsidir. Bucaqölçənlər iki növdə istifadə olunur: sadə və rəqəmsal. Sadə bucaqölçən bir nəqol və ona birləşdirilmiş xətkeşdən ibarətdir; ölçüləcək obyekt bu ikisinin arasında yerləşdirildikdə alınan bucaq nəqol üzərindən oxunur. Rəqəmsal növdə isə iki xətkeş bir oynaq vasitəsilə bir-birinə birləşdirilmişdir və bu iki xətkeş arasındakı bucaq rəqəmsal displey vasitəsilə asanlıqla oxunur.

Günye iki hissənin bir-birinə 90 dərəcə bucaq altında və düz vəziyyətdə olub-olmadığını müəyyən etmək üçün istifadə olunan sərt ölçü alətidir. Günye müxtəlif dəqiqlik səviyyələrində və fərqli ölçülərdə istehsal olunur. Sənayedə geniş istifadə olunan əsas növlərinə tük günye, dülgər günyesi və birləşik günye daxildir. Tük günye ən dəqiq günye növü hesab olunur; yüksək dəqiqliklə və paslanmayan poladdan hazırlanır və torna kimi yüksək dəqiqlik tələb edən sahələrdə istifadə edilir. Dülgər günyesi tük günyesindən daha böyük ölçülərə malik olsa da, onun dəqiqliyi nisbətən azdır və bir xətkeş ilə dayaq hissədən ibarətdir. Üçhissəli və ya birləşik günye isə çoxfunksiyalı ölçü aləti olub, təkcə günye kimi deyil, həm də bucaqölçən, xətkeş, su terazisi və mərkəz tapma aləti kimi də istifadə oluna bilər.
Əlaqəli məhsul: Məhsulları tökmə sənayesi

Sənaye pərgarları pərgar növlərindən biridir və ölçmə, ölçü qoyma, iki detalın nisbətini müəyyən etmə, xət çəkmə, dairənin mərkəzini tapma, dairə çəkmə, dairəyə perpendikulyar xətləri tapma və sənaye həndəsəsində istifadə olunan bir çox digər işlərin yerinə yetirilməsi üçün istifadə olunur. Sənaye pərgarlarının müxtəlif növləri mövcuddur və onlar mühəndislik, texniki rəsmetmə və digər sahələrdə istifadə edilir. Bu növlərə birbaşa sənaye pərgarı, daxili ölçən sənaye pərgarı, xarici ölçən sənaye pərgarı, dərəcəli sənaye pərgarı, əqrəbli sənaye pərgarı, rəqəmsal sənaye pərgarı, bölücü sənaye pərgarı və mikrometrik sənaye pərgarı daxildir.

Sənaye xətkeşi ölçmə alətlərindən biridir və xətlərin çəkilməsi, detalların ölçülməsi və ya səthlərin düzlüyünün yoxlanılması üçün istifadə olunur. Sənaye xətkeşləri sənaye mühitləri üçün nəzərdə tutulduğuna görə yüksək möhkəmliyə malikdir və adətən paslanmayan poladdan hazırlanır, həmçinin aşınma və korroziyaya qarşı davamlıdır.
Xətkeş növləriXətkeşlərin müxtəlif növləri vardır ki, bunlara aşağıdakılar daxildir:
Sadə xətkeş: Bu xətkeşin şkalalı kənarlarından ölçmə və xət çəkmə üçün istifadə olunur.
Tük xətkeş: Bu xətkeş kənarın hamarlığını ölçmək və səthin düzlük səviyyəsini felerin köməyi ilə müəyyən etmək üçün istifadə olunur.
Rəqəmsal xətkeş: Xətkeş növlərindən biridir və ölçmədə sürət və dəqiqliyin vacib olduğu hallarda istifadə olunur.
Şablon xətkeşi: Bu xətkeş ağac sənayesində və tökmə detalların modelləşdirilməsində çətin və əlçatmaz bucaqları ölçmək üçün istifadə olunur.

Filer açarı (Feeler Gauge) müxtəlif qalınlıqlara malik bir neçə kiçik metal lövhədən ibarət ölçü alətidir. Bu lövhələrin hər biri standartlara uyğun olaraq müəyyən səth və dəqiq qalınlıqla hazırlanır. Bu lentlər metal xətkeş ilə iş parçasının səthi arasında olan təmas məsafəsini ölçmək üçün həmin iki səthin arasındakı boşluğa yerləşdirilir. Filer açarındakı lövhələrin qalınlığı və ölçüsünə əsasən xətkeş ilə detal səthi arasındakı boşluğun miqdarı müəyyən edilir və beləliklə səthin düzlük səviyyəsi dəqiqliklə yoxlanılır.

Ölçü saatı və ya indikator saatı ən çox istifadə olunan dəqiq ölçü alətlərindən biridir və bir və ya iki detal arasındakı səviyyə fərqini ölçmək, iki şaft və ya detalı bir-birinə qoşmaq və eyni ox üzərində hizalamaq, həmçinin detalın səthinin düz və səviyyəli olub‑olmadığını yoxlamaq üçün istifadə olunur.
Bu alət sənayenin müxtəlif sahələrində geniş tətbiq olunur və bazarda şeytankalı saat, saat tipli indikator və ya əqrəbli indikator saatı, həmçinin rəqəmsal indikator saatı kimi müxtəlif növlərdə mövcuddur.
İndikator saatı çox yüksək dəqiqliyə malik ölçü alətidir və yüngül və ağır sənayenin müxtəlif sahələrində istifadə olunur. Bu adın verilməsinin səbəbi alətin əqrəbli saatlara yüksək dərəcədə bənzəməsidir. Onun əsas üstünlüyü ölçmə dəqiqliyidir; bu dəqiqlik adətən 0.01 ilə 0.001 millimetr arasında dəyişir və bu göstərici saatın modelindən və istehsalçı şirkətdən asılıdır.

Səviyyəölçən əl alətlərindən biridir və tökmə prosesində qəlibləmə mərhələsində geniş istifadə olunur. Bu alət səthin meylini yoxlamaq və səthlərin üfüqi və ya şaquli vəziyyətdə olub‑olmadığını müəyyən etmək üçün istifadə edilir. Qeyd etmək lazımdır ki, bu gün müxtəlif imkanlara malik fərqli səviyyəölçənlər hazırlanıb istehsal olunur. Bəzi səviyyəölçənlər meyli yoxlamaqla yanaşı, müxtəlif bucaqları da ölçə bilir. Ümumilikdə səviyyəölçənlər iki kateqoriyaya bölünür: şkalalı və şkalasız. Həmçinin müasir dövrdə rəqəmsal və lazer səviyyəölçənlər də bazara təqdim edilmişdir.

Bome sıxlığı ölçmək üçün bir cihazdır, fransız əczaçı Antuan Bome (Antoine Baumé) tərəfindən 1768-ci ildə müxtəlif mayelərin sıxlığını ölçmək üçün icad edilmişdir. Şkala Bome (B) nisbi sıxlığı ölçmək üçün bir vahiddir (mayelərin sıxlığının suyun sıxlığına nisbəti) və Bome ölçü vahidi faizlə ifadə edilir. Laboratoriya Bomesi bir məhlulun sıxlığını və ya xüsusi çəkisini nəzarət etmək və ölçmək üçün sadə bir alətdir. Laboratoriya Bomesi, aşağı ucu konus şəklində və ağır, yuxarı ucu isə dar boru şəklində olan üzən bir silindrdən ibarətdir. Laboratoriya Bomesini bir mayeyə qoyduqda, şaquli vəziyyət alacaq və mayeyə batacaq; bu alətin batma miqdarı həmin mayenin sıxlığı ilə əlaqəlidir. Laboratoriya Bomesinin iş prinsipi Arximed qanununa əsaslanır: maye içərisində asılı olan bərk cisim, yerdəyişdirdiyi mayenin ağırlığına bərabər bir qüvvə ilə maye tərəfindən yuxarı itələnir və üzərək qalır.
Avangard keyfiyyətə nəzarət şöbəsində tökmə xammalına nəzarət etmək üçün bu alətdən istifadə olunur, məsələn qəlib örtüyü (qəlib boyası), sənaye spirti, natrium silikat yapışqanı və s.

Termometr temperaturu Selsi, Farenheit, Kelvin və Grad dərəcə vahidləri ilə ölçən cihazdır.
Termometrlərin növləri müxtəlif sənaye sahələrində fərqlənir. Burada biz polad, əritmə və tökmə sənayesində istifadə olunan termometrləri təqdim edəcəyik.
Ərimiş metalın temperaturu metallurgiya şöbəsi və keyfiyyətə nəzarət tərəfindən tələb olunan müəyyən edilmiş həddə olmalıdır. Metalın əritmə sobasında ərimiş vəziyyətə gəldiyi zaman və onun tökülməsi zamanı ərimiş metalın temperaturunu müəyyən etmək, istər ənənəvi, istərsə də elmi üsullarla işləyən təcrübəli tökmə ustası üçün böyük əhəmiyyət kəsb edir. Ərimə temperaturunu bilməmək və temperaturun qeyri-normal artması bir çox problemlərə səbəb ola bilər, məsələn, bəzi elementlərin itkisi, soba gövdəsinin faydalı istifadə müddətinin azalması və hətta qəlibin deformasiyaya uğraması. Həmçinin, ərimiş metalın temperaturunun aşağı olduğunu bilməmək və tökmə aparmaq da problemlər yarada bilər, məsələn, ərimiş metalın tömə potasında və ya qəlibin köməkçi və əsas axın yollarında donması, ərimiş metalın qəlibin bütün hissələrinə çatmaması və s. Buna görə də, ərimiş metalın düzgün temperaturunu bilmək tökmə ustası üçün metal haqqında ən vacib məlumatlardan biridir.
Ərimiş metalın temperaturunun ölçülməsinin tanınmış üsulları arasında iki üsul müəyyən edilir: bir növ təmassız üsul (lazer üsulu və ya pirometrik (optik) üsul) və digər növ isə kontakt termometrlərdir. Bu termometrlər arasında, ərimiş metalın temperaturu üçün kontakt termometrlər yüksək dəqiqliyə malikdir. Həmçinin, Avangard keyfiyyətə nəzarət şöbəsində hissənin qəlibdən boşaldılması üçün temperaturuna nəzarət etmək və ya istilik müalicəsi sobasının temperaturunu ölçmək və s. məqsədlər üçün təmassız termometr növündən (lazer üsulu və ya pirometrik üsul) də istifadə olunur.

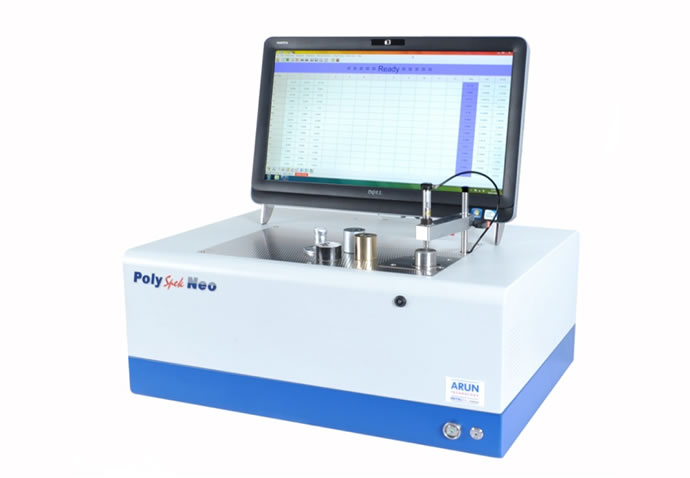
Kvantometr bir hissədə mövcud olan müxtəlif elementlərin faiz miqdarını ölçməyə imkan verən cihazdır. Optik emissiya spektrometri və ya kvantometr cihazı, metallarda olan elementləri ölçmək üçün dəqiq analiz sistemlərindən biridir. Bu cihaz ərintiləri yüksək dəqiqliklə təhlil etmə qabiliyyətinə malikdir və nümunədəki bütün ərinti elementlərini müəyyən edir. Bu üsulda, ilk növbədə test ediləcək hissənin səthi hazırlanır ki, səth tamamilə düz və hər cür çirklənmədən və yağdan təmizlənmiş olsun. Daha sonra, hazırlanmış hissənin eyni cilalanmış hissəsi, qığılcım vurulacaq yerə yerləşdirilir. Bu testin mexanizmi optik emissiya prinsipinə əsaslanır. Test edilən materialın nümunəsi elektrik boşalması nəticəsində buxarlaşır, atom buxarlanması nəticəsində yaranan atomlar və ionlar həyəcanlanır və şüalanır. Daha sonra, hər bir elementin şüalanma dalğa uzunluğu diapazonuna əsasən, həmin elementin nümunədəki konsentrasiyasını ölçmək üçün ən dəqiq emissiya xətti seçilir.
Əksər kvantometrlərdə, nümunənin yerləşdirilməsi yerindəki məhdudiyyətlər səbəbindən istənilən ölçüdə olan nümunələri analiz etmək imkanı yoxdur. Nümunələr xüsusi ölçülərdə hazırlanmalı və test edilməlidir. Əlavə olaraq qeyd etmək lazımdır ki, bu cihazlardan əldə edilən nəticələr, hissəni açıq sahədə qığılcıma məruz qoyan portativ cihazların nəticələrindən daha yüksək dəqiqliyə malikdir. Qığılcım (spark), kvantometr cihazının elektrodunun hədəf hissənin səthində yaratdığı qığılcımdır. Bu qığılcım vasitəsilə, cihaz üçün əvvəlcədən təyin edilmiş dalğa uzunluqlarından istifadə edərək hissədə mövcud olan elementlərin miqdarı müəyyən edilir.
Sərtliyin ölçülməsi, sərt bir batıcı cismin bir metalın və ya digər materialın səthinə batma dərəcəsidir və bütün sərtlikölçən cihazları vasitəsilə həyata keçirilir. Bu cihazlar Rokvell, Brinell, Vikers və digər sərtlik vahidləri kimi müxtəlif ölçü vahidlərinə malikdir.
Metalların sərtliyini ölçmək üçün əsasən Rokvell vahidindən istifadə olunur ki, onun latın simvolu HRC-dir. Tökmə sənayesində də poladların sərtliyini ifadə etmək üçün əsasən Rokvell vahidindən istifadə edilir.
Sərtlikölçənlər ümumiyyətlə iki növə bölünür: daşınan cihazlar və ya portativ sərtlikölçənlər ki, onları asanlıqla əldə tutmaq, probunu metalın üzərinə qoymaq və sərtliyini ölçmək olar; ikinci növ isə daşınmayan, daha böyük sərtlikölçənlərdir ki, metal və ya polad hissəni onun altına qoyub sərtliyini ölçmək lazımdır və bu tipdən daha çox sənaye laboratoriyalarında istifadə olunur.

Metalloqrafiya (İngiliscə Metallography) metal nümunələrinin hazırlanması və onların mikroskopik quruluşunun (mikrostrukturunun) tədqiqi elmi və sənətinə deyilir. Bir çox materiallarda, onları təşkil edən dənələr mikroskopik ölçülərə malikdir və onların ölçüsü təxminən mikron həddində olur. Bu dənələrin tərkib hissələrini görmək və tədqiq etmək üçün mikroskoplardan istifadə edilməlidir. Lakin problem təkcə böyütmə deyil. Mikrostrukturun səthi də hazırlanmalıdır. Mikroskopik tədqiqatlarda cisimlərin yalnız xarici səthi tədqiq edilir, buna görə də mikrostrukturun vacib hissələrini əldə etmək üçün çox şəffaf və güzgü kimi bir səth təmin edilməlidir. Belə bir səthin yaradılmasına aparan fəaliyyətlər məcmusuna və mikrostrukturun mikroskopik tədqiqinə metalloqrafiya deyirik. Metalloqrafiya metalların daxili mikrostrukturunun tədqiqi və öyrənilməsi mənasını verir. Metalloqrafiya tez bir zamanda metallurgiya sahəsində material elmi və mühəndisliyinin mühüm prinsiplərindən biri kimi öz yerini tutdu. Bu gün müasir metalloqrafiyanın prinsiplərini başa düşmədən və ondan optimal şəkildə istifadə etmədən sənaye, tədqiqat fəaliyyətləri və keyfiyyətə nəzarət çətinliklərlə üzləşəcək. Metalların mikrostrukturunun və makrostrukturunun optik və elektron mikroskoplardan istifadə edərək tədqiqi və onların müəyyən standartlarla müqayisəsi, fiziki və mexaniki xassələri proqnozlaşdırmağı, struktur və səth qüsurlarını təhlil etməyi mümkün edir. Bu, tökmə sənayesində mühüm bir məsələdir və Avangard şirkətinin mühəndis heyəti metalloqrafiya sahəsinə tam bələdliyə malikdir.

Ultrasonik test və ya (UT), qüsursuz test üsulu olub, xüsusilə tökmə hissələr olmaqla müxtəlif növ hissələrin daxili qüsurlarının yoxlanmasında çox geniş istifadə olunur. UT testi bütün qabaqcıl sənaye sahələrində və tökmə hissələrin, qaynaq birləşmələrinin və digərlərinin daha ətraflı yoxlanması üçün istifadə olunur. Ultrasonik testdən hissələrin daxili qüsurlarını, məsələn, büzülmə qüsurları, çatlar və boşluqları aşkar etmək üçün istifadə edilir. Bu mexanizmdə, yüksək tezlikli ultrasəs dalğaları bir səs generatoru tərəfindən hissəyə yönəldilir. Bu dalğalar materialın səthaltı qüsurlarına çarpdıqdan sonra geri əks olunur. Geri əks olunan dalğalar səs generatoru tərəfindən qəbul edilir və elektrik impulslarına çevrilir. Nəhayət, bu impulslar ekranda aydın bir siqnal şəklində görünür. Operator bu siqnalları tədqiq edərək və təhlil edərək, hissədəki qüsurun yeri, ölçüləri, dərinliyi və növü kimi müxtəlif məlumatları əldə edə bilər.
Əlaqəli məzmun: Tökmədə dizayn və modelləşdirmə

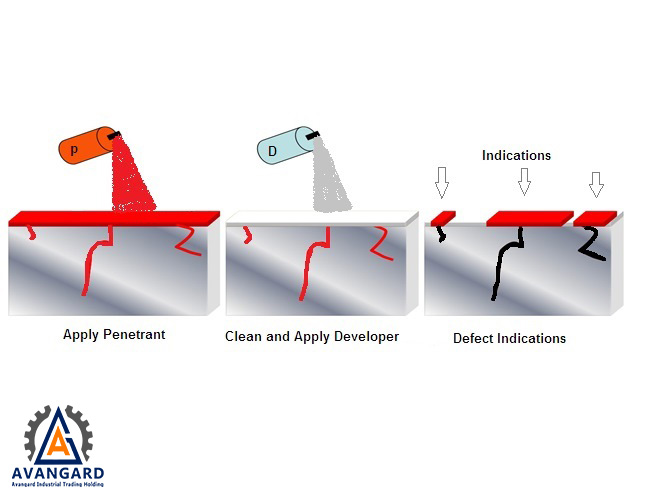
Penetrant maye testi və ya PT, səth qüsurlarını, həmçinin səthə açılan səthaltı qüsurları aşkar etmək və müəyyən etmək üçün NDT testlərinin başqa bir növüdür. PT testi, tökmə hissələrdə hər cür səth çatlarının, məsaməliliyin, təbəqələşmənin, qaynaqda birləşməmənin və ya açıq kənarların və hər hansı bir sızmanın yoxlanması üçün ən yaxşı üsuldur. Bu gün PT testi müxtəlif sənaye sahələrində uğurla tətbiq edilir. Bu test dəmir və dəmir olmayan metallar, keramikalar, toz metallurgiyası hissələri, qaynaqlanmış hissələr, şüşələr və bəzi plastiklər üzərində uğurla həyata keçirilir. PT testi üçün aşağıdakı adlarla üç növ spreyə ehtiyac var:
1- Təmizləyici sprey (Remover/Cleaner)
2- Penetrant sprey (çat aşkarlayıcı)
3- Aşkarlayıcı sprey (Developer)
PT testində, penetrant maye müəyyən bir müddət ərzində hədəf obyektin səthinə tətbiq edilir. Bu penetrant maye, kapilyarlıq hadisəsi səbəbindən açıq səth qüsurunun içərisinə nüfuz edir. Növbəti mərhələdə, artıq maye səthdən təmizlənir. Daha sonra səth qurudulur və aşkarlayıcı maye (developer) çəkilir; bu zaman, əgər mövcuddursa, fasiləsizliyin ölçüsü, yeri və təbiəti aşkar edilir. Beləliklə, PT testi, hissənin səthini müşahidə etmək və qüsurun içindən çəkilərək çıxarılan qalmış penetrant maye ilə hissənin səthi arasındakı rəng kontrastını görməklə həyata keçirilir.
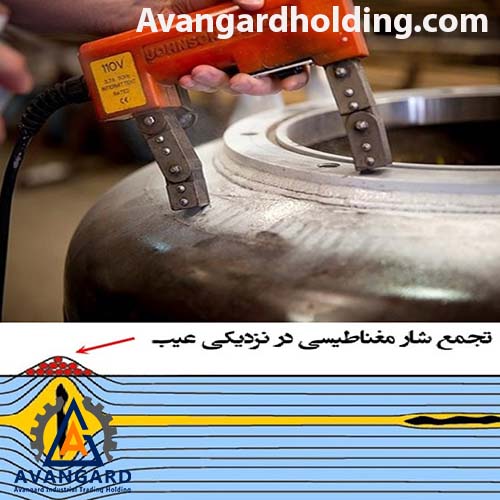
MT maqnit testi, İngiliscə (Magnetic Particle Test) sözünün qısaltmasıdır və bəzən MPI (Magnetic Particle Inspection) kimi də tanınan maqnit hissəcikləri ilə yoxlama üsulu adlanır. Bu, qüsursuz test üsulu (NDT) olub, hissənin daxilində və səthə yaxın yerlərdəki qüsurları aşkar etmək və yoxlamaq üçün istifadə edilən sadə üsullardan biridir. MT maqnit testi, maqnit axını sızması konsepti əsasında həyata keçirilir.
MT maqnit testi, adından da göründüyü kimi, yalnız maqnitləşmə qabiliyyətinə malik olan materialların (məsələn, karbonlu poladlar) yoxlanması üçün istifadə edilə bilər.
Bu iş üçün hissə birbaşa və ya dolayı yolla maqnitlənir. Hissənin birbaşa maqnitlənməsində, birbaşa elektrik cərəyanı hissənin içərisindən keçirilir ki, bu da materialda bir maqnit sahəsinin yaranmasına səbəb olur. Hissənin dolayı yolla maqnitlənməsində isə, maqnit sahəsi test edilən hissənin daxilində başqa bir maqnit tərəfindən induksiya edilir və maqnit axını vahid şəkildə N qütbündən S qütbünə doğru axır. Hissənin daxilində hər hansı bir fasiləsizlik, məsaməlilik, çat və s. olduqda, dəmir hissəcikləri maqnit sahə xətləri boyunca cəmləşdiyindən, yoxlama aparan şəxs hissənin çatlamış hissəsinə çatdıqda, orada əlavə N və S qütbləri toplanır. Bu mexanizm vasitəsilə yoxlama aparan şəxs hissədəki çatın mövcudluğunu aşkar edə bilər.
Rentgenoqrafiya (RT testi) qaz boşluqları kimi daxili qüsurları aşkar etmək üçün qüsursuz test üsullarının (NDT) ən çox istifadə olunanlarından biridir. Səthi qüsurlar da müvafiq istiqamətləndirmə ilə rentgenoqrafiya vasitəsilə aşkar edilə bilər. Bu üsul həmçinin materiallardakı tərkib dəyişikliklərini tapmaq, qalınlığı ölçmək, cihazların daxilində mövcud olan və gözdən gizli qalan əlavə və ya nasaz hissələrin yerini müəyyən etmək üçün istifadə olunur. NDT-də ionlaşdırıcı şüalardan istifadənin əsas üstünlüyü ondan ibarətdir ki, bu şüalardan müxtəlif formalı cisimlərdə və mikron ölçülü elektron komponentlərdə istifadə etmək olar. RT testində rentgenoqrafiya üçün X-şüaları və ya qamma şüaları istifadə olunur. X-şüası və ya qamma şüası cismə yönəldilir və dalğa uzunluğunun aşağı olması səbəbindən şüalar test edilən nümunə tərəfindən udulur. Sənaye rentgenoqrafiya testi və ya RT, tökmə hissələri yoxlamaq üçün qüsursuz test (NDT) üsullarından biridir və hissənin daxilindəki makroskopik qüsurların və ya digər fasiləsizliklərin mövcudluğuna və formasına işarə edir. Bu üsul X-şüalarının və ya qamma şüalarının cisimlərə nüfuz etmə qabiliyyətindən istifadə edir. Dalğa uzunluğu nə qədər qısa olarsa, şüanın cisimlərə nüfuz etmə gücü bir o qədər çox olar. Bütün şüalanma hissəyə nüfuz etmir, əksinə bir hissəsi udulur. Uduş miqdarı hissənin sıxlığının və qalınlığının funksiyasıdır. Məsələn, hissədə bir boşluq varsa, şüalanmış şüa sağlam bir hissəyə nisbətən daha az metaldan keçir. Nəticədə, qüsurlu bölgədə udulan şüa miqdarı dəyişəcəkdir. Şüa udulmasındakı dəyişikliklər şüaya həssas film üzərində qeydə alınır və qüsurun varlığı aşkar edilir. Qüsurların növü və ölçüsü tökmə hissənin işinə fərqli təsir göstərdiyindən, rentgen filmini şərh edən yoxlama mütəxəssisi qaz məsaməliliyi və ya alt boşluqlar, qum qatışıqları, büzülmə boşluqları, dendritik büzülmələr, çatlar, qatışıqlar və s. kimi qüsurların növünü və ölçüsünü tapmaqda məsuliyyət daşıyır. Bu sahədə ASTM E155 standartı yoxlama mütəxəssislərinə istehsal edilmiş hissələrdə aşkar edilən qüsurları daha yaxşı qiymətləndirməyə kömək etmək üçün təqdim edilmişdir.

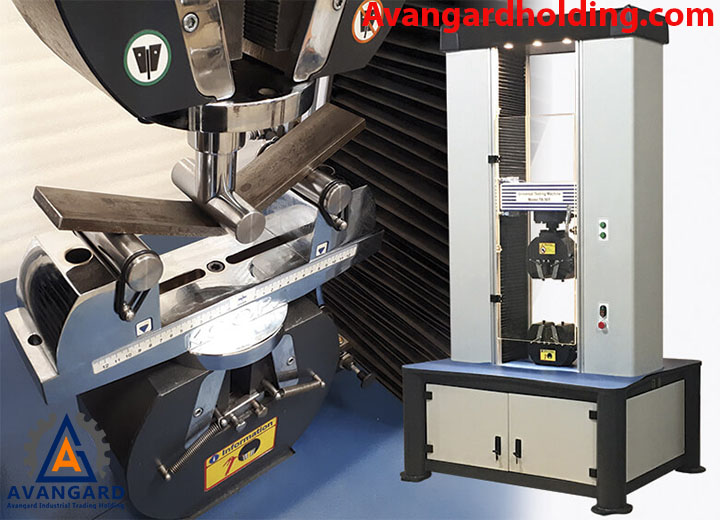
Mexaniki xassələrin sınaqları da, qüsursuz sınaqlar kimi, fərq ondadır ki, bu sınaqların əksəriyyəti dağıdıcıdır, hissənin işləkliyinə və təhlükəsizliyinə əmin olmaq üsullarından biridir. Mexaniki xassələrin sınaqları məhsulların layihələndirilməsi və istehsalı prosesinin əsas hissəsidir və materialın nəzərdə tutulan xassələrindən tutmuş istehsal prosesində hissənin tamamlanmasına qədər bizimlə olur. Mexaniki xassələr bir materiala qüvvə tətbiq edildikdə ifadə edilir. Mexaniki xassələr adətən materialın elastik və plastik davranışı ilə əlaqədardır və çox vaxt bu xassələri ölçmək üçün materialın dağıdılması tələb olunur, yəni mexaniki sınaqlar çox vaxt dağıdıcı xarakter daşıyır. Lakin Avangard Mühəndislik Şirkətində bəzən müştərinin təsdiqi ilə hissəyə bitişik olaraq Y-Blokdan istifadə edilir ki, istilik müalicəsi dövrlərindən sonra Y-Blok tələb olunan mexaniki sınaqlara məruz qalsın və hissənin dağılmasının qarşısı alınsın. Avangard şirkətində ərinti və hissənin tələbinə uyğun olaraq müxtəlif növ mexaniki sınaqlardan istifadə olunur, bunlara aşağıdakılar daxildir: 1- Dartılma sınağı, 2- Sıxılma sınağı, 3- Sərtlik ölçmə sınağı, 4- Burulma sınağı, 5- Əyilmə sınağı, 6- Zərbə sınağı, 7- Yorulma sınağı, 8- Sürünmə sınağı və s.
Avangard şirkətinin keyfiyyətə nəzarət şöbəsi, bütün ilkin dizayn, tökmə, istilik müalicəsi, emal mərhələlərinin davamlı təkmilləşdirilməsinə vurğu edərək, satın alma, istehsal və məhsulların son nəzarəti də daxil olmaqla bütün prosesləri dəqiq şəkildə idarə edir; bununla da hörmətli müştərilərin və iş verənlərin bütün gözlənti və tələblərini qarşılayır.

Əsas məsuliyyətimiz keyfiyyətə nəzarət sisteminin həmişə qüvvədə və işlək olmasına və göndərilən məhsulun hörmətli müştərilərin standartlarının ən yüksək səviyyəsinə malik olmasına əmin olmaqdır.
