 فارسی
فارسی  English
English  العربية
العربية  Русский
Русский 
- Ana səhifə
- Tökmə xidmətləri
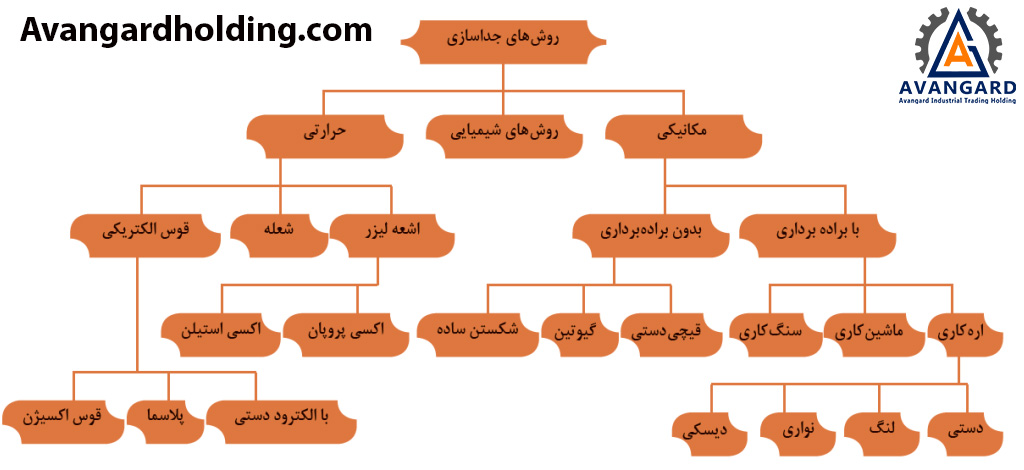
- Tökmədə kəsmə və təmizləmə
Tökmə və bərkimə başa çatdıqdan sonra hissələr soyudulmalıdır. Soyuma qəlib daxilində və ya onun xaricində həyata keçirilə bilər. Hissənin soyuma üsulunun seçimi metalın və ya ərintinin növündən və hissənin səth modulundan asılıdır. Əgər hissənin qəlib daxilində soyuması lazımdırsa, ona uyğun temperatura qədər soyuması üçün kifayət qədər vaxt verilməli, sonra qəlib boşaldılmalıdır. Soyuma sürəti mikrostruktura təsir edir, hissənin mexaniki xassələri mikrostruktur və soyuma sürətindən təsirlənir; nəticədə, qəlibin vaxtından əvvəl boşaldılması arzuolunmaz mexaniki xassələrə, qüsurların yaranmasına və ya hissənin istifadə müddətinin və işləkliyinin azalmasına səbəb olacaqdır. Avangard şirkətində bu iş, təcrübəli mühəndis heyətinə, bacarıqlı və təcrübəli işçi qüvvəsinə malik olması, müxtəlif növ poladlar və ərintili çuqundurların istehsalında sənayesində mövcud imkanlardan, məsələn, Shake Out cihazı, elektrikli söküm çəkici, müxtəlif Hilti və pikborzlar, müxtəlif növ daş kəsici frezeler, mini freze, dəzgah daşı, barmaq freze, müxtəlif ölçülü daşlama və kəsici daşlar, hava ilə kəsmə (yanacaq və oksigen), Shotblasting və tökmədə istifadə olunan digər adi avadanlıqlardan istifadə etməklə, hissənin materialına uyğun olaraq ən yaxşı şəkildə həyata keçirilir.

Tökmə və hissənin qəlibdən çıxarılmasından sonra, hissə üzərində bir sıra əməliyyatlar aparılır ki, bunlara tamamlama (bitirmə) əməliyyatları deyilir. Tamamlama əməliyyatları, görünüş keyfiyyətinin yaxşılaşdırılması, korroziyaya qarşı müqavimət, aşınmaya qarşı müqavimət, sərtlik, çapaq və digər səth qüsurlarının təmizlənməsi və s. kimi xassələrə nail olmaq məqsədi ilə hissənin səthində aparılan bir sıra proseslər toplusudur.
Tamamlama (bitirmə) əməliyyatları aşağıdakı mərhələləri əhatə edir:- Qumun təmizlənməsi; qəlib qumunun və nüvənin hissədən ayrılması.
- Ayırma; dayaq-qidalandırma sistemi, qidalandırıcı, çapaq və s. kimi artıqlıqların kəsilib ayrılması.
- Təmizləmə (Trimming) və son cilalama: hissənin künc, bucaq və iti nöqtələrinin təmizlənməsi.

Tökmədə yüksək ərimə nöqtəsinə malik ərintilərdə (polad və çuqun kimi) yüksək tökmə temperaturu səbəbindən qum qarışığının komponentləri ilə ərinti arasında zərərli və arzuolunmaz reaksiyalar baş verir ki, bu da qumun hissənin səthlərinə yapışmasına səbəb olur. Buna görə də, qəlib boşaldıldıqdan sonra hissənin səthləri təmizlənməlidir. Təmizləmə xərcləri və vaxtı hissənin ölçüsü, mürəkkəblik dərəcəsi və istehsal prosesinin növündən asılıdır.
Qəlibin boşaldılması və qumun təmizlənməsi üçün müxtəlif üsullar mövcuddur:Dövri silindr üsulu: Bu üsulda fırlanan torlu (mesh) bir silindrdən istifadə olunur; onun fırlanması nəticəsində qum hissəcikləri hissədən ayrılır və silindr gövdəsindəki deşiklərdən xaric edilir.

Titrəyən silindr üsulu: Bu, davamlı bir prosesdir və zərif (nazik) hissələr üçün, həmçinin boşaltma zamanı soyutma üçün uyğundur. Bu sistemlər avtomatikdir və boşaltma və qum təmizləmə işlərini tamamilə, əl müdaxiləsi olmadan yerinə yetirir. Bu maşınlarda mövcud olan pnevmatik sistemlər qəlibin boşaldılmasını təmin edir. Bu maşınların üstünlüklərindən biri yaranan toz miqdarını azaltması, qəlibin boşaldılma müddətini qısaltması, iş sürətini artırması və ətraf mühitə nəzarət məsələlərini yaxşılaşdırmasıdır.

Vibrasiya prosesi: Əksər tökmə zavodlarında istifadə olunan ən geniş yayılmış və ən qədim boşaltma və qum təmizləmə üsulu, Shake Out cihazının istifadəsidir. Bu üsul çox yüksək titrəyiş diapazonuna malikdir. Buna görə də, titrəyiş zamanı dayaq-qidalandırma sistemi hissədən ayrıla bilər. Bu üsul yüksək həcmli istehsal üçün çox uyğundur.
Əlaqəli məzmun: Tökmə məhsulları

Qəlibin boşaldılması və qumun təmizlənməsindən sonra, artıq hissələri, məsələn: dayaq-qidalandırma sistemi, qidalandırıcı, çapaq və s. hissədən ayırmaq lazımdır. Bu artıqlıqlar tökmə məhsuldarlığını və ümumi məhsuldarlığı azaldır. İqtisadi səmərəliliyi artırmaq üçün qidalandırıcı və dayaq-qidalandırma sisteminin Dizaynına diqqət yetirilməlidir. Bu gün dəqiq hesablamalar və simulyasiya proqram təminatından istifadə edərək itkiləri və qaytarılan materialları azaltmaq mümkündür. Tökmə sənayesində müxtəlif simulyasiya proqramları müəyyən məqsədlərlə istifadə olunur. Simulyasiya proqramı, maksimum səmərəliliyi əldə etmək üçün qidalandırıcıların sayını, yerini və ölçülərini, dayaq-qidalandırma sisteminin hissəyə qoşulma formasını, ölçülərini və yerini təyin etmək üçün dəqiq hesablamalar təqdim edir. Adətən, simulyasiya edilmiş nəticələr 80 faizə qədər dəqiq olur.
Bu üsul adətən kövrək və tez sınan hissələrdə dayaq-qidalandırma sistemini və qidalandırıcını qırmaq üçün istifadə olunur. Bəzən boşaltma zamanı artıq hissələr hissədən ayrılır ki, bu zaman artıq hissələrin və çapaqların qum qarışığına daxil olmasının qarşısı alınmalıdır.

Elektrik qövsü ilə ayırma, böyük və orta ölçülü sənaye sahələrində tökmə hissələrin ayrılması üçün ən sərfəli üsullardan biridir və daşlama əməliyyatına alternativ hesab olunur. İstilik, qrafit elektrodu ilə örtülmüş mis arasında yaranan elektrik qövsü vasitəsilə istehsal olunur. Artıqlıqların təmizlənməsi yüksək sürətlə həyata keçirilir. Bu metodun ən böyük çatışmazlığı çoxlu tüstü və səs-küy yaranmasıdır.

Bu ayırma üsulu əl mişarı, daşlama və emal (maşınla işləmə) ilə həyata keçirilə bilər. Mişar çərçivəsi ilə ayırmada, hissənin materialına uyğun olaraq mişar ləvazimatı (materialı, forması, ölçüsü) seçilməlidir. Aşındırıcı çarxla (daşlama) və daşlama maşını ilə (emal) ayırmada, aşındırıcı çarxın yüksək sürətindən istifadə edərək artıq hissələri hissədən ayırmaq olar. Bu üsul böyük çıxıntıları aradan qaldırmaq və ya səthlərin qalınlığını azaltmaq üçün istifadə olunur. Bu metodun yüksək dəqiqliyi və iqtisadi olması onun geniş yayılmasına səbəb olmuşdur. Digər bir ayırma aləti, adi mişar ləvazimatlarına bənzər, lakin bir halqa şəklində olan ləvazimatdan istifadə edən zolaqlı mişardır. Dövri zolaqlı mişar ləvazimatı, maşının iki oxu ətrafında fırlanır və hissə ilə təmasda olduqda talaş qaldırma əməliyyatı həyata keçirilir.

Ayırma əməliyyatlarında istifadə olunan digər bir alət növü əl daşından istifadədir. Bu üsul bütün metalların və ərintilərin ayrılması üçün tətbiq edilir. Bu üsulda çox incə talaş qaldırma prosesi, kəsmə lövhəsinə yapışdırılmış aşındırıcı hissəciklər tərəfindən həyata keçirilir. Daşlama (grinding) üsulunda dəqiqlik və iş sürəti yüksəkdir. Kəsici daş, daşlama əməliyyatı zamanı sərt hissəciklər vasitəsilə kəsmə əməliyyatını həyata keçirir və əslində aşındırıcı hissəciklərin hər biri kəsmənin müəyyən bir hissəsini yerinə yetirən bir kəsici alət mənasını daşıyır. Dayaq-qidalandırma sistemi ayrıldıqdan sonra, daşlama maşını, daşlama maşını (əllə daşlama maşını), əl zımpara, zımpara kəməri və s. istifadə edərək çapaqların təmizlənməsi həyata keçirilir. Daşlama maşını (əllə daşlama maşını) elektrik və pnevmatik olmaqla iki növdə olur və dəqiqlik, incəlik və ya ölçüyə uyğun olaraq kiçik və ya böyük ölçülü pahların, kobud və qabarıq səthlərin daşlanması və çapaqların təmizlənməsi üçün istifadə olunur.
Əlaqəli məzmun: Tökmədə qəlibləmə və montaj

Bu üsul, asetilen C2H2 kimi yanan bir qaz və oksigen O2 istifadə edərək, yanma və oksidləşmə vasitəsi kimi, metal hissənin 815-871 dərəcə Selsi temperaturuna qədər qızdırılması və oksidləşməsi prinsipi əsasında həyata keçirilir. Bu proses karbonlu və aşağı ərintili poladların kəsilməsi ilə məhdudlaşır, lakin aktiv metallar və ya odadavamlı oksidə malik metallar alovla asanlıqla kəsilmir.

Təmizləmə bölməsi hissənin səth keyfiyyətini artırmaq məqsədilə həyata keçirilir. Səth keyfiyyətinin artırılması korroziyaya davamlılığı, yorulma müqavimətini və s. artırır. Bu mərhələdə mişarlama, çapaqtəmizləmə və s. nəticəsində qalan izlərin təmizlənməsi həyata keçirilir.
Kimyəvi Təmizləmə :
Bu üsulda səthin təmizlənməsi üçün kimyəvi maddələrdən istifadə olunur. Bunlar aşağıdakılardır:
Asidlə yuma (Pickling): Metalların səthini təmizləmək üçün kimyəvi maddələrdən istifadə olunur. Bəzən metalın səthini təmizləmək üçün elektroliz üsulundan istifadə edilir; məsələn, paslanmayan poladların səthinin örtülməsi (kaplanması).
Mexaniki Təmizləmə:
- Yonma və emal (Machining) ilə qalın nahamarlıqları aradan qaldırmaq olar.
- Daşlama ilə hissənin səthlərini hamar və çökəksiz edirlər.
- Əl ilə təmizləmə (Hand cleaning) (əllə daşlama və yeyələmə) çapaqları və ya təmir qaynağının izlərini aradan qaldırır.
- Müxtəlif dərəcəli zımpara ilə təmizləmə, metal səthini onlarla təmizləmək olar.
- Tel fırçalar vasitəsilə təmizləmə
- Elektrikli fırçalar vasitəsilə təmizləmə
- Kum partlatma (qum partlatma və ya kum partlatma), səth oksidlərini və hissənin səthinə yapışmış qumu 2 millimetrə qədər təmizləyir.
- Sərt topacıqlarla partlatma (sərt topacıq partlatma və ya shotblasting), hissənin ölçüsü və materialına əsasən müxtəlif diametrli çuqundur və ya polad sərt topacıqlarla.
- Hissənin səthinin yüksək təzyiqli su partlatma ilə təmizlənməsi (Jet blast)
Hissələrin səthlərinin hazırlanmasının ən geniş yayılmış üsulu, kum partlatma (Sand blast) və sərt topacıq partlatmadır (Shot blast).
Kum partlatma, hissələrin səthlərini təmizləmə üsullarından biridir. Bu üsulda yüksək hava təzyiqindən istifadə etməklə aşındırıcı materiallar yüksək sürətlə hissənin səthinə püskürdülür. Bu üsul zımpara kağızları ilə zımparalamağa bənzəyir, lakin fərqi odur ki, son səthdə künc və ya çıxıntı yaranması kimi problemlər olmayacaq. Kum hissəciklərinin hissələrin səthinə güclü zərbəsi nəticəsində bütün qabarıqlıqlar, səth çirkləri (qalıq qumlar, pas və s.) hissənin səthindən təmizlənir. Bu üsul sənayedə hissələrin təmizlənməsinin ən geniş yayılmış üsuludur və müxtəlif sənaye sahələrində geniş istifadə olunur.
Kum partlatmanın xüsusiyyətləri:
- Hissənin səthi hamar və parlaq olur.
- Lazım olduqda hissənin səthi kobud, tutqun və kələ-kötür edilə bilər.
- Hissənin səthində yaranan kələ-kötürlük dərəcəsi aşındırıcı materialların növündən, ölçüsündən və cihazdan asılıdır.
Kum partlatmanın iş üsulu
Bu prosesdə sıxılmış hava istehsal edən cihaz (kompressor) havanı şlanqla qum çəninə birləşdirir. Qum çəndən nəzarətli şəkildə sıxılmış hava axınına qarışır və çıxış başlığından (nazel) təzyiqlə xaric olur. Cihazın çıxış başlığı metal səthə tərəf tutulduqda, səthin təmizlənməsinə, paklanmasına və kobudlaşmasına səbəb olur. Kum partlatmağa başlamazdan əvvəl metal səthi yoxlanılmalı və yağlı çirklər tinerlə təmizlənməlidir.
Bu üsulda, metal səthi metal sərt topacıqların atılması ilə təmizlənir. Sərt topacıqları atmaq üçün lazım olan enerji mərkəzdənqaçma qüvvəsi altında olan bir turbindən əldə edilir və hissə bir otaqcıqda sərt topacıqların yağışına məruz qalır. Bu maşınların yaranma fəlsəfəsi insan əməyini aradan qaldırmaq, xərcləri və ətraf mühit problemlərini azaltmaq olmuşdur. Digər tərəfdən, hər yerdə istifadə edilə bilər və daha az səs-küy yaradır. Bu üsulda metal hissəcikləri toplamaq imkanı var. Bu metodun sağlamlıq məhdudiyyətləri kum partlatmaya nisbətən daha azdır və artıq qapalı məkana və ciddi ətraf mühit qayğısına ehtiyac yoxdur, həmçinin daha sürətli işləmə qabiliyyətinə malikdir.
Sərt topacıq partlatmanın iş üsulu
Bu cihazlarda polad sərt topacıqlar, maşının turbinləri tərəfindən, dəyişdirilə bilən və çox sürətli olan kürək formalı pərlər vasitəsilə sürətləndirilir. Aşındırıcı materiallar pərlərin fırlanma radiusu boyunca hərəkət edir və yüksək sürətlə tənzimlənən və müəyyən edilən istiqamətdə çarpır. Aşındırıcı material səthə çarpan kimi onu təmizləyir, sonra aşındırıcı material sıçrayıb geri otaqcığın içinə düşür və yenidən istifadə olunur. İstifadə edilə bilən aşındırıcı material toz və artıq materiallardan ayrılaraq yenidən istifadə edilir. Sərt topacıq partlatma əsasən sənaye işlərində və yüksək tirajlı hissələrdə istifadə olunur.
Sərt topacıq partlatma və ya Shot blast istifadə edərək hissəyə yapışmış qumu və hissələrin mümkün pasını təmizləmək və ya rəngləmə və örtmədən əvvəl rəngin hissənin səthinə yapışmasını yaxşılaşdırmaq üçün səthi kobudlaşdırmaq olar.

