 فارسی
فارسی  English
English  العربية
العربية  Русский
Русский 
- Ana səhifə
- Tökmə xidmətləri
- Tökmədə istilik emalı
İstilik emalı — metalların bərk halda, görünən formada dəyişiklik olmadan, istənilən və üstün mexaniki xüsusiyyətlərə nail olmaq məqsədi ilə idarə olunan şəraitdə müəyyən temperatura qədər qızdırılması və daha sonra soyudulması prosesi kimi müəyyən olunur. Demək olar ki, metalların əksəriyyəti istilik emalına yararlıdır və bu prosesə verdikləri reaksiya bir‑birindən fərqlənir. İstilik emalı poladın sənayedə geniş istehsal və tətbiq olunmasının əsas səbəblərindən biridir. Poladlar üçün tətbiq edilən istilik emalı proseslərində temperatur adətən 723 °C‑dən yuxarı olur.

Detalların son xüsusiyyətlərinə birbaşa təsir edən istilik emalı mərhələsinin əhəmiyyətini nəzərə alaraq, bu sahə Avanqard şirkətində xüsusi önəm daşıyır. Bütün istilik emalı siklləri tam dəqiqliklə sınaqdan keçirilir, seçilir və icra olunur. Daha sonra detalların ölçüləri və istilik emalı prosesinin tələblərindən asılı olaraq, fərqli tutum və ölçülərdə sobalar tətbiq edilir. Eyni zamanda, kompüterlə idarə olunan nəzarət sistemi vasitəsilə istilik emalı siklinin düzgün yerinə yetirilməsi və soba daxilində temperaturun bərabər paylanması diqqətlə izlənilir və qeydə alınır.
Bu bölmədə müştərinin tələblərinə uyğun olaraq müxtəlif növ istilik emalı xidmətləri həyata keçirilir — məsələn, sərtləşdirmə (səth və tam bərkidilmə), tavlama (annealing), normallaşdırma (normalizing) və gərginliyin aradan qaldırılması (stress relieving) prosesləri istehsal olunmuş detallar üzərində icra edilir.
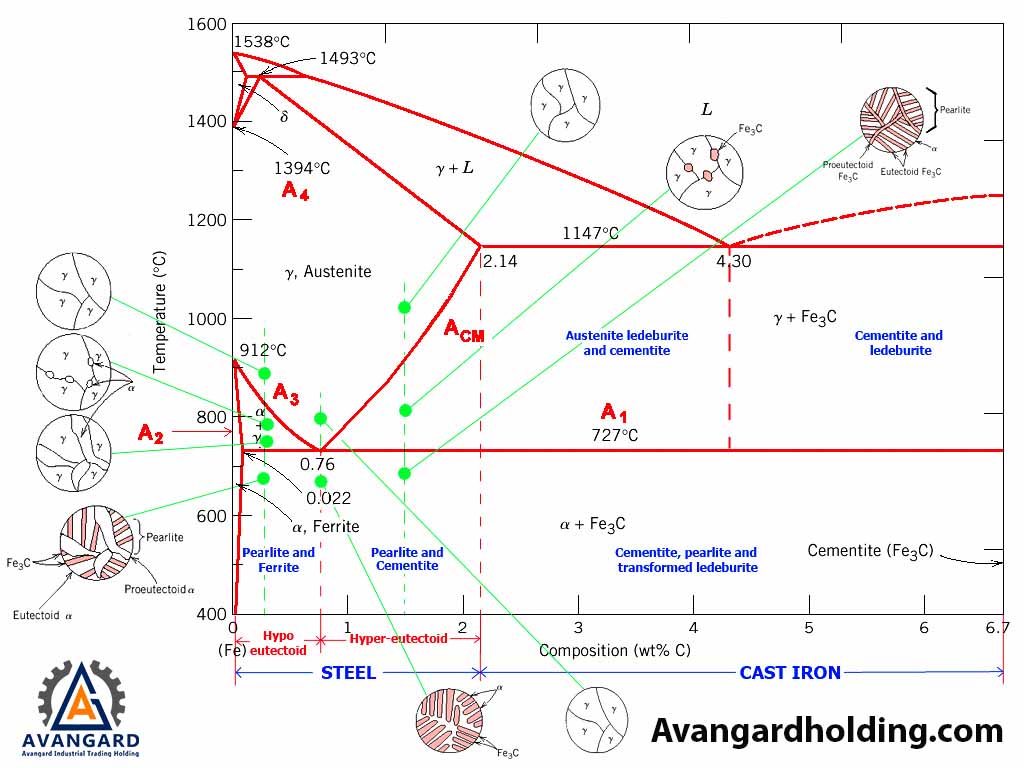
Orta və yüksək karbonlu poladların sərtləşdirilməsi üçün əvvəlcə detal kritik temperaturdan bir qədər yuxarı, təxminən 760 °C-yə qədər qızdırılır və istilik tarazlığına nail olmaq üçün həmin temperaturda müəyyən müddət saxlanılır. Daha sonra detal sürətlə yağ və ya soyuq su vannasına salınır ki, onun temperaturu otaq səviyyəsinə düşsün. Bu qəfil soyutma nəticəsində “martenzit” adlanan, çox sərt, amma kövrək və asan qırılan bir faza yaranır. Əslində, sərtlik artdıqca detalın ümumi möhkəmliyi azalır.
Quenching əməliyyatından sonra detal temperləmə mərhələsinə keçir – o, daha aşağı temperaturda (200 °C – 700 °C) yenidən qızdırılır, müəyyən müddət heat‑soak rejimində saxlanılır və daha sonra asta‑asta soyudulur. Bu istilik prosesi nəticəsində martenzitin bir hissəsi yenidən ferrit və sementit fazalarına çevrilir. Beləliklə, poladın sərtliyi bir qədər azalır, lakin onun plastikliyi və dartılma qabiliyyəti (duktilliyi) bərpa olunur.
Zaman və temperatur parametrlərini dəyişməklə fərqli mexaniki xassələrə malik müxtəlif polad növləri istehsal etmək mümkündür. Avangard mühəndislik şirkəti iki onillikdən artıq təcrübəsi sayəsində bu metodla müxtəlif tətbiqlər üçün optimallaşdırılmış poladları istehsal edir.

Tavlama əməliyyatı materialın yumşaldılması (sərtliyin azaldılması), daxili strukturun homogenləşdirilməsi və qalıq gərginliklərin aradan qaldırılması məqsədilə tətbiq olunan istilik prosesidir. Ümumilikdə, martenzitik struktura nisbətən daha az sərtlik və daha yüksək elastiklik təmin edən hər bir istilik emalı prosesi tavlama kateqoriyasına daxildir. Tavlama istilik emalı müxtəlif daha dəqiq və spesifik alt proseslərə bölünür və bu bölgü soyutma üsulu, son struktur və mexaniki xassələr və əməliyyat temperaturu əsasında aparılır.
Metallurgiyada tavlama materialın fiziki xüsusiyyətlərini dəyişdirən istilik emalı prosesidir; məqsəd formalaşdırma qabiliyyətini artırmaq, sərtliyi azaltmaq və soyuq deformasiya (cold working) imkanlarını optimallaşdırmaqdır. Tavlama prosesi zamanı kristal qəfəs daxilində atomların yerdəyişməsi baş verir və dislokasiya sıxlığı azalır. Bu struktur dəyişiklikləri nəticəsində materialın çevikliyi (tokluğu) və sərtliyi balanslı şəkildə dəyişir.
Tavlama prosesi yalnız poladlarla məhdudlaşmır; alüminium, mis və latun kimi digər metallara və ərintilərə də geniş şəkildə tətbiq olunur. Ümumiyyətlə, detalın aşağı temperaturda kövrəklik olmadan formalaşdırılması tələb olunduğu bütün hallarda tavlama son dərəcə effektiv bir həll sayılır. Rekristallaşma və gərginliksiz, bərabər oxlu dənələrin böyüməsi tavlama əməliyyatının mühüm yan təsirlərindəndir.
Məhlul tavlaması prosesi adətən paslanmayan poladların (stainless steel) və nikel ərintilərinin mexaniki və fiziki xassələrinin, xüsusən də korroziyaya və yüksək temperatura davamlılığının yaxşılaşdırılması məqsədilə tətbiq olunur. Lakin onun əsas tətbiq sahəsi austenitik paslanmayan poladlardır. Məhlul tavlamasının əsas məqsədi strukturun əsas fazasında mövcud olan çöküntüləri (presipitləri) aradan qaldırmaqdır ki, bu da materialın korroziyaya və istiliyə qarşı müqavimətini artırır.
Məhlul tavlaması zamanı detal təkfazalı strukturun əmələ gəldiyi temperatura qədər qızdırılır, sonra isə sürətlə soyudulur (quench) – yəni həm su, həm də hava vasitəsilə otaq temperaturuna endirilir. Bu əməliyyatın məqsədi, sürətli soyuma zamanı karbonidlərin yenidən çöküntüyə çevrilməsinin qarşısını almaqdır.
Təkfazalı strukturun qorunması məhlul tavlamasından sonra son dərəcə vacibdir. Növbəti mərhələdə isə presipitasiya, sərtləşdirmə və ya yaşlandırma (aging) əməliyyatları həyata keçirilə bilər. Bu mərhələnin məqsədi, yalnız istənilən xassəyə malik xüsusi çöküntülərin (prezipitlərin) formalaşmasını təmin etməkdir. Yaşlandırma zamanı əmələ gələn presipitlərin tərkibi, ölçüsü və miqdarı məhsulun son sərtliyini, möhkəmliyini və digər mexaniki xüsusiyyətlərini müəyyən edir.

Ümumilikdə, normallaşdırma prosesi metalların mexaniki xassələrini dəyişdirmək məqsədilə tətbiq olunur. Bu zaman detal austenit fazasının əmələ gəldiyi temperaturlara qədər qızdırılır və daha sonra açıq havada otaq temperaturuna qədər soyudulur. Austenitləşmə temperaturu adətən hipoevtektoid poladlar üçün kritik Ac3 xəttindən təxminən 55°C, hiperevtektoid poladlar üçün isə Acm xəttindən 50°C yüksək götürülür. Əməliyyatın məqsədi — incə tərkibli, bərabər oxlu (homogen) dənəvi struktur əldə etmək və beləliklə, hissəyə həm uyğun mexaniki möhkəmlik, həm də yaxşı emal (mexaniki işlənmə) qabiliyyəti qazandırmaqdır.
Normallaşdırma həmçinin ərintidəki elementlərin bərabər paylanması, döküm və ya isti emal (hot working) zamanı iriləşmiş dənələrin yenidən xırdalanması, eləcə də əməliyyatlardan sonra dane sərhədlərində əmələ gəlmiş karbid şəbəkələrinin qırılması məqsədilə həyata keçirilir. Bu üsul nəticəsində poladlarda həm struktur sabitləşir, həm də sonrakı istilik və ya emal proseslərinə daha uyğun bir baza yaradılır.

Hissədə mövcud olan qalıq gərginlikləri minimuma endirmək məqsədilə bu proses tökmədən sonra həyata keçirilir. Gərginliyin aradan qaldırılması istismar və ya sonrakı əməliyyatlar zamanı qırılma, əyilmə və ölçü dəyişiklikləri riskini azaldır.
Bəzi istilik və ya mexaniki emal prosesləri hissələrdə daxili gərginliklərin yaranmasına səbəb olur ki, bu da dağıdıcı təsir göstərə və həmin hissələrin işləmə qabiliyyətinə mənfi təsir edə bilər. Yaranan daxili gərginliklər hissələrin çatlamasına, əyilməsinə və ya onlar üçün nəzərdə tutulmuş layihə gərginliyindən xeyli aşağı səviyyədə belə qırılmasına səbəb ola bilər. Daxili gərginliklərin yaranma mənbələrinə aşağıdakılar daxildir:
1- Austenit sahəsindən temperaturun azalması zamanı hissənin müxtəlif nöqtələrinin qeyri‑taraz şəkildə soyuması
2- Mexaniki emal və soyuq deformasiya 3- Qaynaq
Qalıq gərginlikləri aradan qaldırmaq üçün nəzərdə tutulmuş hissələr müəyyən müddət ərzində Ac1 kritik temperaturundan aşağı bir temperaturda qızdırılır. Qızdırma müddəti hissənin ölçülərinə və gərginlikdən azadetmə temperaturuna bağlıdır. Yeni termiki gərginliklərin yaranmasının, həmçinin qırılma və ya əyilmə ehtimalının qarşısını almaq məqsədilə, gərginlikdən azadetmə temperaturuna qədər qızdırma və bu temperaturdan soyutma çox yavaş və standartlara uyğun şəkildə həyata keçirilir. Gərginlikdən azadetmə əməliyyatı zamanı hissənin mexaniki xüsusiyyətlərində xüsusi və əsaslı dəyişikliklər baş vermir; yalnız gərginliklərin aradan qaldırılması istiliklə bərpa (recovery) əməliyyatı vasitəsilə həyata keçirilir.
