
Naxışların dizaynı və modelləşdirilməsi mürəkkəb bir prosesdir və yüksək səviyyədə bilik və təcrübə tələb edir.
“Avanqard” şirkətinin tökmə hissələrinin dizayn və modelləşdirmə komandası qürurla bildirir ki, ölkə daxilində və xaricdəki nüfuzlu universitetlərdə əldə etdiyi yüksək elmi təhsil və iyirmi ildən artıq təcrübəyə əsaslanaraq, dizayn və texnologiya sahəsində xidmətlər göstərir. Şirkətimiz indiyədək on minə yaxın mexaniki hissənin modelləşdirilməsi və tökmə işlərini həyata keçirmişdir — o cümlədən maşınqayırma, avtomobil sənayesi, qəlib istehsalı, neft və qaz, neftkimya, enerji, sement və faydalı qazıntıların emalı sənayelərinə aid hissələr. Avanqard komandası siz dəyərli sənaye nümayəndələrinə dizayn və modelləşdirmə xidmətlərini ən yüksək keyfiyyətlə və ən uyğun qiymətlə təqdim etməklə fəxr edir.


























Nöqtəçəkməni detallı və faydalı məlumatları hissə, maşın və ya konstruksiya haqqında ötürən bir növ texniki ünsiyyət dili kimi qiymətləndirmək olar. Ümumilikdə, nöqtəçəkmə mühəndislik elmlərində hər hansı bir layihəni aydın və dəqiq şəkildə təqdim edən əsas vasitədir.
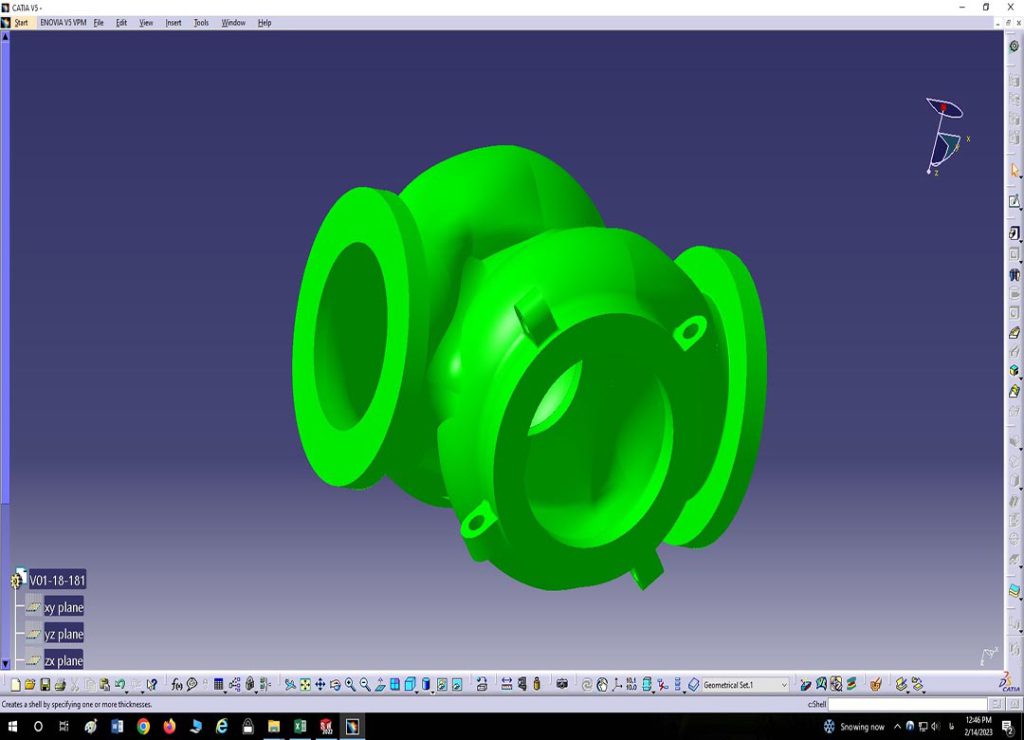
Bu gün tökmə sənayesində model və qəlib dizaynı, həmçinin hissələrin tökülmə prosesinin simulyasiyası və keyfiyyətinin tökmədən əvvəl qiymətləndirilməsi xüsusi əhəmiyyət kəsb edir. Bu metoddan istifadə daha yüksək keyfiyyətə nail olmağa, istehsal xərclərini və istehsal müddətini azaltmağa imkan verir. Məhz buna görə də mürəkkəb tökmə hissələrinin əksəriyyəti Avanqard şirkətinin texniki komandası tərəfindən mühəndislik simulyasiya proqramlarının köməyi ilə modelləşdirilir və təhlil olunur.

Bəlkə də hissələrin hazırlanmasında ən vacib addım onların dizaynı və çertyojunun çəkilməsidir. Mühəndislik elmində hər hansı bir sistemi dizayn etmək istədikdə (burada “sistem” dedikdə bir-birinə bağlı və birgə fəaliyyət göstərən mexaniki hissələrdən və digər komponentlərdən ibarət kompleks quruluş nəzərdə tutulur), ilk növbədə həmin sistemi təşkil edən hissə və komponentlər haqqında aydın ideya və konsepsiya formalaşdırmaq lazımdır. Bu ideyanın reallaşdırılması üçün ilkin mərhələdə hissələrin ayrıca çertyojları və montaj çertyoju (yəni hissələrin bir-biri ilə əlaqəsinin göstərildiyi və onların qarşılıqlı işləmə prinsiplərini izah edən çertyoj) hazırlanmalıdır.
Bu gün dizayn prosesi tökmə və modelləşdirmə, avtomobil sənayesi, aerokosmik sənaye, elektronika və digər bir çox sahələrdə kompüter vasitəsilə həyata keçirilir. Bu dizayn üsulu layihə şirkətlərinə imkan verir ki, işin başlanğıcında nəzərdə tutulan layihəni əvvəlcə rəqəmsal şəkildə dizayn etsinlər, sonra onu modelləşdirib analiz etsinlər və nümunə model təsdiq edildikdən sonra onun istehsal və tətbiq mərhələsinə keçsinlər.
Bir çox ölkələrdə sənaye dizaynı və onunla əlaqəli bütün sahələr böyük inkişaf yolu keçmişdir. Buna nümunə olaraq bütün sənaye proseslərində kompüter və onun əlavə avadanlıqlarından geniş istifadəni göstərmək olar. Bu proqram təminatları dizaynerə məhsulu yüksək dəqiqliklə, minimum səhv payı ilə və çox yüksək keyfiyyət səviyyəsində dizayn etmək imkanı verir. Qəlib dizaynı və çertyojların hazırlanması zamanı yeni başlayan dizaynerlərin qarşılaşdığı əsas problemlərdən biri isə dizayna qəlibin hansı hissəsindən və hansı mərhələdən başlamağı düzgün müəyyən edə bilməmələridir. Qəlib dizaynında və çertyoj çəkilişində ölçülərin dəqiqliyi xüsusi əhəmiyyət kəsb edir; əgər bu qaydalara riayət olunmazsa, çertyojdan istifadə edən şəxs miqyasları düzgün hesablaya və çıxara bilməz və nəticədə simulyasiya və layihənin icrası prosesi problemlərlə üzləşər.
Ümumilikdə, məhsulun sənaye üsulu ilə istehsalı məqsədilə onun kəmiyyət və keyfiyyət xüsusiyyətlərinin müəyyən edilməsinə sənaye dizaynı deyilir. Bu sahədə istifadə olunan əsas proqram təminatlarına AutoCAD, CATIA və SolidWorks daxildir. AutoCAD proqramı isə adətən ikiölçülü (2D) mühitdə istifadə olunur.
Bu gün dizayn prosesi tökmə və modelləşdirmə, avtomobil sənayesi, aerokosmik sənaye, elektronika və digər bir çox sahələrdə kompüter vasitəsilə həyata keçirilir. Bu dizayn üsulu layihə şirkətlərinə imkan verir ki, işin başlanğıc mərhələsində nəzərdə tutulan layihəni əvvəlcə dizayn etsinlər, sonra onu modelləşdirib təhlil etsinlər və nümunə model təsdiqləndikdən sonra onun istehsalı və tətbiqi mərhələsinə keçsinlər.
- Çox sadə istifadəçi interfeysi və proqramı öyrənməyin çətin olmaması
- Digər oxşar proqramlarla müqayisədə daha yüksək dizayn və montaj sürəti
- Bütün CNC emal proqramları və məlumat analizi proqramları ilə inteqrasiya imkanı
Müasir CAD proqramları dizayn prosesində qrafika əsaslı və vektor əsaslı mexaniki dizayndan istifadə edir və istənilən qrafik təsviri yarada bilir. Bu təsvirlər obyektlərin ümumi sxematik quruluşunu göstərir. Lakin bu sahədə istifadə olunan mühəndislik proqramları yalnız forma və sxemlə kifayətlənmir; proqram təminatına ölçülər, material növü, istehsal prosesləri, tolerantlıqlar və digər texniki məlumatlar da ətraflı şəkildə daxil edilməlidir.
Bu proqram təminatlarının əsas üstünlüklərindən biri onların avtomobil sənayesi, gəmiqayırma, aerokosmik sənaye, memarlıq və digər iri sənaye sahələrində geniş şəkildə istifadə olunmasıdır.
Müasir CAD proqramları dizayn prosesində qrafika əsaslı və vektor əsaslı mexaniki dizayndan istifadə edir və istənilən qrafik təsviri yarada bilir. Bu təsvirlər obyektlərin ümumi sxematik quruluşunu göstərir. Lakin bu sahədə istifadə olunan mühəndislik proqramları yalnız forma və sxemlə kifayətlənmir; proqram təminatına ölçülər, material növü, istehsal prosesləri, tolerantlıqlar və digər texniki məlumatlar da ətraflı şəkildə daxil edilməlidir.
Bu proqram təminatlarının əsas üstünlüklərindən biri onların avtomobil sənayesi, gəmiqayırma, aerokosmik sənaye, memarlıq və digər iri sənaye sahələrində geniş şəkildə istifadə olunmasıdır.
Modelləşdirmə, tökmə və nümunə tökmə texnologiyasının hazırlanması, eləcə də hissələrin istilik emalı prosesləri Avangard şirkətinin mühəndislik bölməsinin birbaşa nəzarəti altında həyata keçirilir. Avangardın dizayn və texnologiya bölməsinin unikal xüsusiyyətlərindən biri ProCAST, Sut Cast və MagmaCast kimi tökmə simulyasiya proqramlarından istifadə etməsidir. Bu proqramların köməyi ilə nümunə tökmə mərhələsindən əvvəl hissə üçün hazırlanmış tökmə texnologiyası simulyasiya olunur və ətraflı şəkildə təhlil edilir.
Bu yanaşma son məhsulda tökmə qüsurlarının yaranmamasına və hazırlanmış texnologiyanın düzgünlüyünün əvvəlcədən yoxlanılmasına imkan verir.
Tökmə modelinin dizaynı və hazırlanması, eləcə də tökmə qəlibinin hazırlanması metal hissələrin istehsalı üçün ən geniş istifadə olunan və mühüm üsullardan biridir.
Tökmə prosesi müxtəlif sahələrdə həm elm, həm sənət, həm də texnologiya kimi qiymətləndirilir. Tökmə texnologiyası və elmi nə qədər inkişaf etsə də, praktikada hələ də model ustasının və tökmə mütəxəssisinin təcrübəsi, zövqü və peşəkarlığı sağlam və qüsursuz hissənin hazırlanmasının əsas təminatçısı hesab olunur.
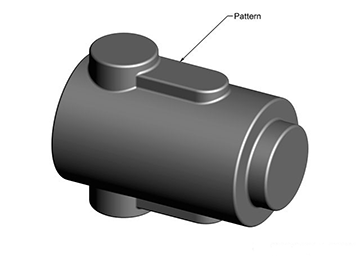
Tökmə prosesinə başlamazdan əvvəl modelləşdirmə mərhələsi tələb olunur. Tökmə modelləşdirilməsi dedikdə, tökmə üçün model və ya pattern-in bir hissədən və ya bir neçə hissədən ibarət formada dizayn edilməsi və hazırlanması nəzərdə tutulur.

Tökmə prosesində modelləşdirmə metal hissələrin istehsalı və dizaynı sənayesində mühüm rol oynadığı üçün yüksək əhəmiyyətə malikdir. Tökmə modeli dizaynı tökmə üsulu ilə istehsal proseslərinin əsas mərhələlərindən biri hesab olunduğuna görə, aşağıda tökmə modellərinin dizaynı və hazırlanması barədə daha ətraflı məlumat verəcəyik.
Avangard şirkəti modelləşdirmə üçün uyğun avadanlıqlara malik təcrübəli və peşəkar mütəxəssis heyətinə sahibdir və müxtəlif növ mürəkkəb modellərin və hissələrin dizaynı, hazırlanması və istehsalını həyata keçirmək imkanına malikdir. Müştərilər tökmə modelləşdirmə layihəsinin icrası üçün Avangardın modelləşdirmə bölməsi ilə əlaqə saxladıqda, adətən üç vəziyyətdən biri mövcud olur:
- Birinci üsulda podratçı hazırlanmalı olan qəlibin 3D model faylını komandamıza təqdim edir.
- İkinci üsulda podratçının hissənin ikiölçülü çertyoju mövcuddur, lakin onun 3D faylı mövcud olmur.
- Üçüncü üsulda isə podratçı hissənin özünü şirkətimizə təqdim edir və onun əsasında tökmə modelinin hazırlanmasını tələb edir; bu barədə daha ətraflı şəkildə mühəndislikdə “reverse engineering” (tərs mühəndislik) bölməsində danışacağıq.
Hər üç halda Avangardın texniki‑mühəndislik qrupu layihənin mövzusunu, texniki və keyfiyyət tələblərini təhlil edir və tökmə modelinin hazırlanması üçün müştəriyə ilkin xərc və vaxt qiymətləndirməsi təqdim edir. Layihələrin icra müddəti modellərin mürəkkəbliyindən asılı olaraq dəyişir. Bu mərhələdə layihənin icrası üçün müştəri ilə Avangard şirkəti arasında müqavilə bağlanır və bundan sonra texniki komanda tərəfindən tökmə modeli və qəlibinin dizaynı və hazırlanması prosesinə başlanılır. Avangard şirkəti təcrübəli komandası sayəsində mümkün olan ən qısa müddətdə ən keyfiyyətli və dəqiq modeli təqdim etməyi hədəfləyir. Növbəti hissələrdə bu mövzular daha ətraflı şəkildə izah olunacaq.
Tökmə modeli (Pattern) dizaynı, istehsal proseslərində müxtəlif tökmə üsullarının böyük əhəmiyyətə və geniş tətbiq sahəsinə malik olması səbəbindən geniş şəkildə istifadə olunur. Sənaye maşınlarının müxtəlif hissələrinin təxminən əlli faizi tökmə üsulu ilə hazırlanır. Xüsusilə mürəkkəb formalı hissələr və ya plastiklik xüsusiyyətləri zəif olan metallar bu üsulla formaya salınır.
Sənaye istehsalının mühüm hissəsi tökmə hissələrə aid olduğu üçün tökmə sənayesi sənaye şəhərlərində texnologiyanın inkişafında və istehsalın genişlənməsində mühüm rol oynamışdır. Buna görə də tökmə modeli üçün çertyojların hazırlanması və modelin istehsalı qəlibləmə şəraiti və mövcud imkanlarla uyğun şəkildə həyata keçirilməlidir.
Hərtərəfli dizayn və modelləşdirmənin (Pattern Making) əhəmiyyətini nəzərə alaraq, Avangard mühəndislik şirkəti tökmə modelinin dizaynından əvvəl və sonra həyata keçirilən bütün xidmətləri və prosesləri diqqətlə təhlil edir ki, nəticədə yüksək keyfiyyətli və qüsursuz hissələrin istehsalı təmin olunsun.

Quyma modeli müxtəlif materiallardan hazırlanmış bir obyekt olub, tökmə prosesində istənilən detal üçün qəlib yaratmaq məqsədilə istifadə olunur. Müxtəlif model növlərinin hər biri tökmə qəlibləmə prosesində xüsusi bir mərhələdə istifadə edilir. Tökmə modeli və qəlibinin layihələndirilməsi olmadan tökmə detalların formalaşdırılması demək olar ki, mümkün deyil. Buna görə də demək olar ki, model hazırlığı müxtəlif tökmə detalların istehsalında xüsusi əhəmiyyətə malikdir və qəlib hazırlığı ilə tökmə prosesinin əsas alətlərindən biridir. Tökmə modelləri onların xüsusiyyətlərinə əsasən müxtəlif üsullarla təsnif edilir və bu təsnifat aşağıda nəzərdən keçirilir.
- Taxta modellər

Avangard Holdinqi iki on ildən artıq təcrübəyə əsaslanaraq, yüksək keyfiyyətli, münasib qiymətli və mümkün olan ən qısa müddətdə hazırlanmış modelləri hörmətli tökməçilərin ixtiyarına verir. Çünki standartlar minimumu deyir, Avangard isə ehtiyacı qarşılayır.

2. Metal modellər
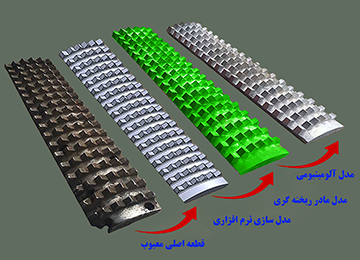
Metal modellər bəzən birbaşa ilkin materiallardan (məsələn, külçələrdən) torna, frez, CNC və oxşar dəzgahlar vasitəsilə hazırlanır, lakin adətən tökmə üsulu ilə əldə edilirlər. Onların tökmə prosesi üçün əsas (ana) modellər kimi taxta və ya penoplast (yunolit) modellərdən istifadə olunur.
Metal modellər daimi modellər sayılır, çünki dəfələrlə qəlibləmə əməliyyatından sonra da keyfiyyət və ölçülərini qoruyurlar. Adətən 20‑dən çox detalın tökülməsi nəzərdə tutulduqda metal model hazırlanır.
Metal modellərin yayılmış material növləri adətən alüminium, polad, çuqun və s. olur.
Əsas (ana, ilkin) model hazırlanarkən sonrakı metal modellərin tökmə zamanı meydana gələn ikinci dərəcəli daralmaları da nəzərə alınır. Məsələn, taxta modeldən alüminium modelə keçiddə təxminən 1% daralma payı əlavə edilir, çünki metal modelin alınması üçün bir dəfə tökmə prosesi aparılır. Əgər modeldə torna‑freze emalı da nəzərdə tutulursa, əlavə olaraq səth emalı (və ya artıq material – “machining allowance”) da hesaba qatılır.

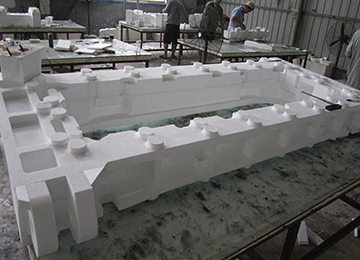
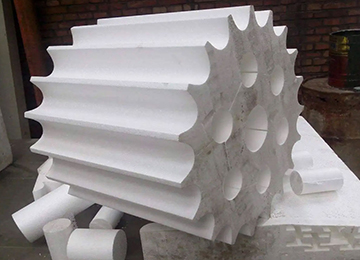
3. Birdəfəlik modellər (yunolit – polistirol)
Yunolit: Polistirol ərimə yolu ilə yox olan modellər üçün istifadə olunur. Bu üsulda əgər detalın çəkisi böyükdürsə və ya ondan yalnız bir ədəd istehsal olunacaqsa, həmçinin taxta və ya metal model hazırlamaq iqtisadi baxımdan sərfəli deyilsə, yunolit model üsulundan istifadə edilir. Bu halda model qum qəlibindən çıxarılmır və ərimiş metal qəlibə daxil olduqda model yox olur və ərimiş metal onun yerini tutur.
Bu üsulda nüvə qutusu hazırlamağa ehtiyac olmur. Model hazırlandıqdan sonra o, istifadə olunacaq metalın növünə uyğun xüsusi örtüklə (çuqun, polad və ya əlvan metallar və s. üçün) örtülür və daha sonra qəlibləmə və tökmə prosesi başlanır.
Tökmə detalların istehsalı üçün model hazırlanması vacibdir. Yunolit model üsulu ilə hazırlanan detallar, modelləşdirmə zamanı nəzərə alınan daralma əmsalı tətbiq edildikdən sonra ölçü və forma baxımından tələb olunan detal ilə tam uyğun olur.
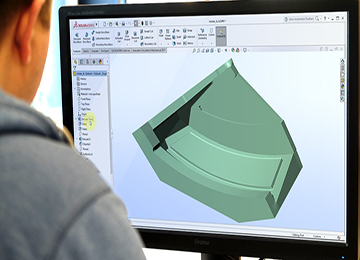
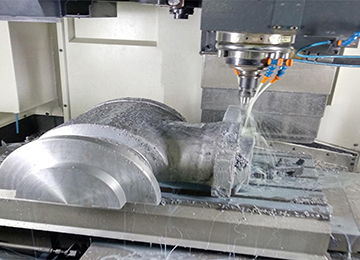
Avangard şirkəti iki on ildən artıq modelləşdirmə və tökmə detalları istehsalı təcrübəsinə malikdir. Metallurgiya sahəsində ölkə daxilində və xaricində aparıcı universitetlərdən əldə olunmuş elmi biliklərə əsaslanaraq, yunolit modellərin hazırlanmasını CATIA və SolidWorks kimi ixtisaslaşmış proqram təminatlarının köməyi ilə layihələndirir. Daha sonra çoxoxlu CNC dəzgahları vasitəsilə bütün modellər üçölçülü şəkildə, sizin tələb etdiyiniz ölçü və ölçülərdə, yüksək dəqiqlik və ən münasib qiymətlə istehsal olunur.

Bəzi üstünlükləri – yunolit modelləşdirmə üsulunun üstün cəhətləri
- Yunolit modelin hazırlanma xərci digər model növlərinə nisbətən çox aşağıdır.
- Mənfi maililik (negative draft) bu üsulla asanlıqla istehsal olunur və modelləşdirmə maililiyinə ehtiyac qalmır.
- (CNC) dəzgahlarında hazırlandığı üçün çox yüksək dəqiqliyə malikdir.
- Yunolit modelin hazırlanma sürəti çox yüksəkdir.
Nəticə etibarilə, bu model növü bütün ölçülü tökmə detallar üçün — xüsusilə mürəkkəb formalı, böyük və ağır hissələr üçün — son dərəcə münasibdir və yüksək iqtisadi səmərəlilik təmin edir. Başqa sözlə, həm vaxt, həm də büdcə baxımından “ağıllı seçim” sayılır.
4. Kombinə edilmiş tökmə modelləri
İki və ya daha çox materialın birləşməsindən hazırlanan modellər bu qrupa daxildir. Bu materiallara ağac, plastik, epoksi qatranları (Araldit), silikon və s. daxildir.

- Bir hissəli tökmə qəlibləri
- İki hissəli tökmə qəlibləri
- Çox hissəli tökmə qəlibləri
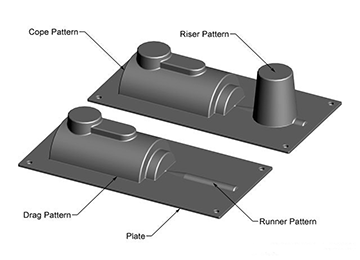
- Maşın modelləri
Əgər çox böyük sayda tökmə hissə istehsal etmək istəyirsinizsə, ən yaxşısı maşın modellərindən istifadə etməkdir. Çünki bu üsulda modellər tökmə qəlibləmə maşınları üçün nəzərdə tutulmuş xüsusi lövhələr üzərində quraşdırılır və buna görə də onlar maşın lövhəli modellər (plate pattern) adlanır.
Bu modellərlə qəlibləmə prosesi yarı avtomatik və ya tam avtomatik qəlibləmə maşınları vasitəsilə həyata keçirilir və kütləvi istehsalda geniş şəkildə tətbiq olunur.
- Əl modelləri
Bu modellər qəlibləmə prosesinin maşın vasitəsilə mümkün olmadığı və ya iqtisadi baxımdan sərfəli sayılmadığı hallarda istifadə olunur və qəlibləmə işi əl ilə, qəlib çərçivəsi və ya qum qabı daxilində aparılır.
Bu modellərin konstruksiyası elə şəkildə hazırlanır ki, onlar ənənəvi (əl üsulu) metodlarla qəliblənir və tökmə prosesi həyata keçirilir. Adətən bu hissələr qeyri‑bərabər (qırıq) ayırma səthinə malik olur və maşın modelləri ilə müqayisədə daha aşağı istehsal sürətinə sahibdir.
Tökmə modellərinin hazırlanma dəqiqliyi qəlibin və son məhsulun keyfiyyətinə birbaşa təsir göstərir. Bu baxımdan, əgər tökmə modellərinin dizaynı və istehsalı kifayət qədər dəqiqlik və keyfiyyətə malik olmazsa, nəticədə aşağı keyfiyyətli səthə və xüsusiyyətlərə sahib hissələrin istehsalına səbəb olacaqdır.
Buna görə də tökmədə modelləşdirmə mövzusuna keçməzdən əvvəl, sənaye hissələrinin və qəliblərinin istehsal üsulları ilə tanış olmaq, daha sonra isə qəlib hazırlığı, tökmə prosesləri və sonda tökmə modelinin dizaynı və istehsalını mərhələli şəkildə araşdırmaq zəruridir.

Bu modellər daimi modellər kimi də tanınır. Modelin bütün hissələri dəfələrlə qəlibləmə və tökmə proseslərindən sonra yenidən istifadə oluna bilir və uzunmüddətli qəlibləmə üçün nəzərdə tutulur. Bu tip modellər alüminium, çuqun, polad və s. kimi metal ərintiləri qrupuna aid materiallardan hazırlanır.
Metal modellərin istehsal xərci digər model növləri ilə müqayisədə nisbətən daha yüksəkdir, lakin yüksək davamlılıq və uzun istismar müddəti səbəbindən kütləvi və davamlı istehsal üçün olduqca məqsədəuyğundur.

Bu modellər tamamilə taxtadan hazırlanır və adətən əsas (ana) modellərin əksəriyyəti bu materialdan istehsal olunur. Taxta modellər müvəqqəti modellər qrupuna daxildir, çünki bir neçə dəfə qəlibləmə prosesindən sonra iqlim şəraiti və digər xarici amillərin təsiri nəticəsində forma və ölçülərində dəyişiklik baş verir.
Əgər tökmə sayı təxminən iyirmi‑otuz ədədin altında olarsa, modelləşdirmə üçün bu materialdan istifadə olunur. Daha aşağı istehsal xərclərinə görə metal modellərlə müqayisədə orta və aşağı tirajlı sifarişlər üçün daha məqsədəuyğun hesab edilir.

Bu modellər birdəfəlik istifadə üçün nəzərdə tutulur və qəlibləmə prosesindən sonra model tamamilə məhv olur. Çəkisi böyük olan hissələrin istehsalında və ya yalnız bir ədəd hissəyə ehtiyac olduqda, taxta və ya metal modellərin hazırlanması iqtisadi baxımdan məqsədəuyğun olmadıqda, köpük (polistirol) model istehsalı texnologiyasından istifadə edilir.
| Polistirol (Köpük) | Taxta | Alüminium | Çuqun | Xüsusiyyət |
| Yaxşı | Əla | Əla | Əla | Emal oluna bilmə qabiliyyəti |
| Zəif | Zəif | Yaxşı | Əla | Aşınmaya davamlılıq |
| Zəif | Zəif | Yaxşı | Əla | Möhkəmlik |
| Zəif | Yaxşı | Uyğun | Zəif | Təmir oluna bilmə qabiliyyəti |
| Zəif | Əla | Əla | Əla | Korroziyaya davamlılıq |
Bu gün qabaqcıl avadanlıqlar və dəqiq ölçü alətləri vasitəsilə, nəzərdə tutulan hissənin çertyoju və lazımi məlumatları əldə edildikdən sonra, 3D printerlər və ya CNC dəzgahları vasitəsilə tələb olunan model dizayn edilir və hazırlanır.
Növbəti hissədə hissələrin çertyojlarının hazırlanması üsulları və istifadə olunan alətlər qısa şəkildə izah ediləcəkdir.

Bu mərhələdə, skan edilmiş detalın layihələndirilməsindən sonra, tökmə və ya modelləşdirmə prosesində baş verə biləcək hər hansı ölçü və struktur dəyişikliklərini kompensasiya etmək üçün müasir dizayn proqramlarının köməyi ilə modelə daralma (büzülmə), meyillik, emal payı (artıq yük) və s. kimi əlavələr edilir və tökmə modeli hazırlanır.
Daralma payı (Contraction allowance / Shrinkage allowance)Daralmanın bir növü, poladın bərkimə zamanı həcmi daralmasıdır. Metallurgiya mühəndisi detalın materialını nəzərə alaraq bərkimə zamanı baş verən daralma miqdarını hesablamalı və qidalandırıcılar (riser) vasitəsilə bu çatışmazlığı kompensasiya etməlidir. Bu, detalın mərkəzinin tam dolmasını təmin etmək və daralma nəticəsində yarana biləcək qüsurların qarşısını almaq üçün vacibdir. Bu mövzuda volfram və nikel kimi legirləyici elementlər daralma miqdarına mənfi, manqan, xrom, silisium və alüminium kimi elementlər isə müsbət təsir göstərir.
Digər növ isə xətti daralmadır. Model hazırlayan şəxs detalın materialına uyğun olaraq bunu nəzərə almalıdır. Məsələn, bu göstərici alüminium və çuqun üçün təxminən 1%, sadə karbonlu poladlar üçün təxminən 2%, paslanmaz poladlar üçün təxminən 2.6% və Hadfild (manqanlı) poladları üçün təxminən 2.8%-dir.
Ərimiş metal qum qəlibinə və ya kokil qəlibə və s. töküldüyü andan bərkiməyə başladığı və tam bərkiyərək mühit temperaturuna çatdığı ana qədər xətti daralma prosesini keçir. Tökmə modelləşdirilməsi vəzifəsini daşıyan şəxs bərkimədən sonrakı bu daralmanı nəzərə almalı və modeli bir qədər böyük hazırlamalıdır. Adətən bu daralma 0.5% ilə 3% diapazonunda olur. Əslində, daralma miqdarı qəlibləmə sistemindən və üsulundan asılı olaraq dəyişir. Həmçinin bu miqdar müxtəlif tökmə sexlərində istifadə olunan yapışqanın növünə, qumun növünə, qumun sıxılma və döyülmə dərəcəsinə görə fərqlənə bilər. Bu baxımdan, Avangard modelləşdirmə qrupu müxtəlif sənaye sahələrində 10 mindən çox detalın tökülməsindən əldə etdiyi təcrübə və dəqiq mühəndislik hesablamaları ilə xətti daralmanı ən doğru şəkildə tətbiq edir.
Meyillik payı (Draft allowance)Ayırma müstəvisinə şaquli olan səthlərdə sürtünmənin qarşısını almaq və modelin qəlibdən asanlıqla çıxmasını təmin etmək üçün bütün bu səthlər meyilli (maili) şəkildə hazırlanır.
Meyilliyin hesablanması və tətbiqi üç üsulla həyata keçirilir:
- Müsbət meyillik (Plus draft)
- Mənfi meyillik (Minus draft)
- Orta meyillik (Mean draft)
Müsbət meyillik üsulunda meyillik miqdarı modelin ölçülərinə əlavə edilir ki, bu da detalın çəkisini bir qədər artırır. Avangard modelləşdirmə qrupu layihələndirmə zamanı detalın tətbiq sahəsini nəzərə alaraq yuxarıda qeyd olunan üç növdən ən uyğun olanını tətbiq edir.
Emal payı (Finishing or Machining allowance)Qum qəliblərdə alınan tökmə səthi ümumiyyətlə aşağı keyfiyyətə malik olur. Bu səbəbdən, bir çox hallarda səthin keyfiyyətini yaxşılaşdırmaq üçün detallar mexaniki emal (yonulma) və ya cilalama proseslərinə məruz qalır. Mexaniki emal mərhələlərində detaldan müəyyən miqdarda metal kənarlaşdırılır. Bunu kompensasiya etmək üçün tökmə modelində əlavə emal payı nəzərdə tutulur. Emal payının miqdarı materialdan, tökmə detalın ölçülərindən, istehsal həcmindən, qəlibləmə üsulundan və s. asılıdır.
Bəzən detalı mexaniki emal dəzgahına bərkitmək üçün xüsusi əlavələr və ya çıxıntılar da əlavə edilir ki, bunlar emal prosesindən sonra detaldan kəsilərək atılır.
Mexaniki emal payının miqdarı tökmənin keyfiyyətindən və detalın yonulma, cilalama, deşilmə kimi proseslərə qarşı həssaslığından asılı olaraq dəyişir. Adətən emal tələb edən səthlər üçün minimum pay 3 mm-dən başlayır. Qalınlığın artmasının detalın maya dəyərini artıracağını nəzərə alaraq, xəlitənin növünə uyğun olaraq müxtəlif istehsal üsullarından (məsələn, təzyiqli tökmə – daykast və ya dəqiq tökmə) istifadə etməklə mexaniki emal mərhələlərini minimuma endirmək mümkündür.
Silkələmə və ya vibrasiya payı (Shake allowance)Ümumiyyətlə, modeli qəlibdən çıxararkən prosesi asanlaşdırmaq üçün qəlibçi modelə zərbə vurur və ya vibrasiya yaradır. Bu zaman yaranan boşluq modeldən bir qədər böyük olur. Bunu kompensasiya etmək üçün modelin ölçüləri bir qədər azaldılmalıdır. Bu pay üçün heç bir standart yoxdur, çünki o, tamamilə işçinin “fiziki gücündən” və bacarığından asılıdır. Bu payın miqdarı mənfidir və bu mənfi payı azaltmağın ümumi yolu müsbət meyilliyi artırmaqdır. Modelə vurulan zərbə qəlib boşluğunun, nəticədə isə tökmə detalın daha böyük olmasına səbəb olur.
Deformasiya və əyilmə payı (Distortion allowance)Qəlib soyuduqca, detalın müxtəlif hissələrində fərqli soyuma sürətləri nəticəsində yaranan gərginliklər detalın əyilməsinə (deformasiyasına) səbəb ola bilər. Bu hal xüsusilə uzunluğu enindən çox böyük olan qəliblərdə daha qabarıq özünü göstərir. Bu problemi modelə əvvəlcədən əks istiqamətdə ilkin əyrilik verməklə minimuma endirmək olar.
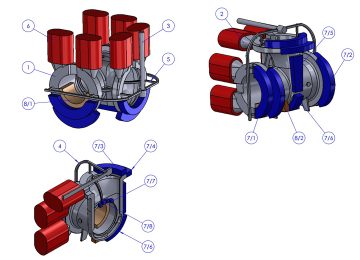
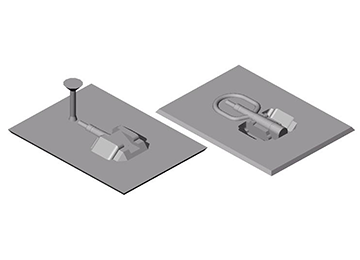
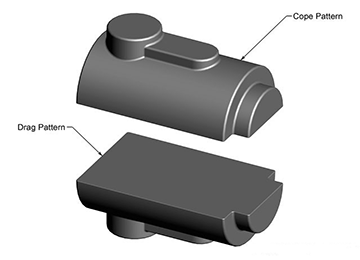
Detalın xarici görünüşü, mürəkkəbliyi, layihələndirmə növü və istehsal texnologiyası nəzərə alınaraq, mühəndis-konstruktor detal üçün bir ayırma xətti (parting line) təyin edir. Adətən bu xətt detalı iki hissəyə bölür və modelin hazırlanması məhz bu strateji bölgü əsasında həyata keçirilir.
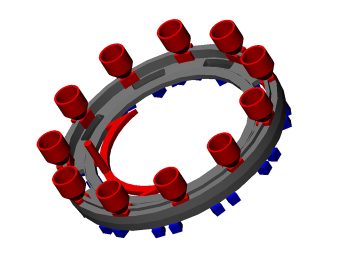
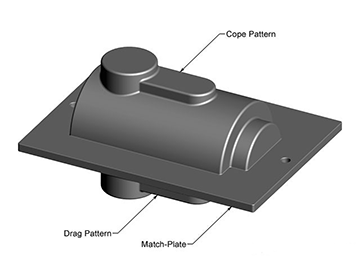
Model hissələrinin istehsalı və mexaniki emalından sonra, modelin hər bir komponenti bir lövhə üzərinə yerləşdirilir. Dəqiq nişanlama (markalama) prosesindən sonra, model lövhəsi üzərində bələdçi pinlərin (guide pin) yeri müəyyən edilir.
Son mərhələdə yolluq sistemi quraşdırılır və model ayrıca model lövhələri üzərinə – alt tay və üst tay adlandırılan hissələr şəklində – yerləşdirilir.
Digər bir növdə isə match plate pattern adlanan model istifadə olunur. Bu model cope və drag portions adlanan yuxarı və aşağı hissələrdən ibarət olur. Bu modellər bir lövhənin iki tərəfində quraşdırılır. Bu üsul modellərin qəlibləmə materialından daha sürətli və asan şəkildə ayrılmasına imkan verir.
Model hazırlanması və tökmə prosesində istifadə olunan başqa bir üsul da tək tərəfli lövhə modelinin layihələndirilməsidir. Bu modellər həmçinin cope and drag pattern kimi də tanınır. Tək tərəfli lövhə modelləri adətən böyük ölçülü tökmə detallar üçün istifadə olunur. Bu tip modellərdə modelin iki tərəfi ayrı-ayrı lövhələr üzərində yerləşdirilən ayrıca modellərə quraşdırılır. Əslində, bu tip modellər şaquli və ya üfüqi qəlibləmə maşınlarına qoşula bilir və qəlibləmə materiallarının köməyi ilə qəlib forması əldə edilir.
Avangard Holdinq iki on ildən artıq təcrübəsi, ölkə daxilində və xaricdə nüfuzlu universitetlərdən əldə olunmuş yüksək elmi bilikləri, həmçinin maşınqayırma, avtomobil sənayesi, qəlib istehsalı, neft-qaz və neft-kimya, energetika sənayesi, sement sənayesi və mineral emalı kimi sahələr üçün 10 mindən çox detalın layihələndirilməsi və texnologiyasının hazırlanması təcrübəsi ilə siz hörmətli sənaye mütəxəssislərinə xidmətlərini ən yüksək keyfiyyət və ən münasib qiymətlə təqdim edəcəyinə zəmanət verir.
Tərs mühəndislik (Reverse Engineering) məhsulun və ya hər hansı bir obyektin komponentlərinin demontaj edilməsi və yenidən montajı yolu ilə onun layihələndirmə üsulu haqqında mühüm məlumatların əldə edildiyi bir metoddur. Tərs mühəndislik mövcud texnologiyalara və hazır məhsullara çatmaq üçün istifadə olunan dəqiq və effektiv bir yanaşmadır.
Bu proses zamanı mekatronika, metallurgiya, polimer kimyası, mexanika, fizika və optika, elektronika və digər fundamental və tətbiqi elmlər üzrə mütəxəssislər yüksək texnoloji səviyyəyə malik məhsulun icra mexanizmini tam şəkildə öyrənmək məqsədilə ixtisaslaşmış işçi qrupları formalaşdırırlar. Bu qruplar qabaqcıl avadanlıqlar, dəqiq laboratoriya cihazları, eləcə də düzgün təşkil olunmuş tədqiqat və inkişaf (R&D) strukturları vasitəsilə məhsula aid detalların, texniki sənədlərin və layihə çertyojlarının əldə edilməsinə çalışırlar. Daha sonra prototipləşdirmə (Prototyping) və yarımsənaye istehsalı (Pilot plant) mərhələlərindən keçərək, mümkün olduğu halda, ilkin məhsulun texniki standartlarına uyğun istehsal həyata keçirilir.
Qeyd edildiyi kimi, tərs mühəndislik prosesindən istifadə etmək inkişaf etməkdə olan və ya üçüncü dünya ölkələri üçün texnologiyaya çıxış, inkişaf və texnoloji irəliləyiş baxımından olduqca uyğun bir üsuldur. Bu ölkələr bir çox texnologiyalar sahəsində zəif olduqları üçün, texniki məlumatların əldə edilməsi strategiyaları ilə yanaşı, tərs mühəndisliyi texnologiyaya çıxış üçün ən effektiv yol kimi qiymətləndirirlər. Bu metod vasitəsilə mövcud hissələrin texniki bilikləri, iş prinsipləri və digər vacib məlumatlar bərpa olunur.
Bununla yanaşı, birbaşa mühəndislik (Forward Engineering) üsulları, hissələrin hazırlanması və istehsalı, montaj xətlərində istifadə olunan avadanlıqlar, testerlər, qəliblər, ölçü alətləri (gauge), fiksatorlar və nəzarət cihazları ilə birlikdə tətbiq edilərək, müasir və tam təchiz olunmuş istehsal müəssisələrinin yaradılmasına şərait yaradılır. Həmçinin tərs mühəndislik mövcud məhsulların çatışmazlıqlarının aradan qaldırılması və onların üstünlüklərinin artırılması məqsədilə də istifadə edilə bilər.
Məsələn, ABŞ-da Ford Motor şirkəti tərəfindən General Motors şirkətinin məhsulları üzərində və əksinə aparılan tərs mühəndislik fəaliyyəti bazar rəqabətinin qorunması və məhsullardakı qüsurların aradan qaldırılması məqsədi daşıyırdı—yəni rəqabət bəzən laboratoriyada başlayır.

Avangard Holdinqdə hissələrin modelləşdirilməsi və tökmə xidmətləri tərs mühəndislik üsulu ilə aşağıdakı şəkildə həyata keçirilir:
Detallar tökmə məqsədilə şirkətə daxil olduqda, mövcud sənədlərə və texniki məlumatlara əsasən aşağıdakı mərhələlərdən keçir.
Əvvəlcə detalın koordinatları skan vasitəsilə əldə edilir və daha sonra nöqtə buludu (point cloud) əsasında ikiölçülü çertyoj və üçölçülü model hazırlanır.
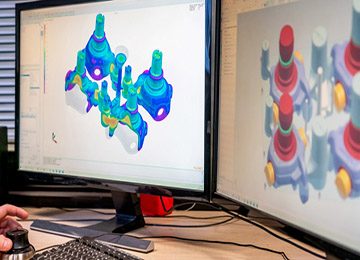
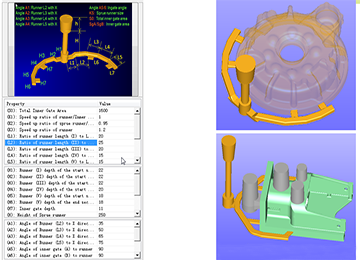
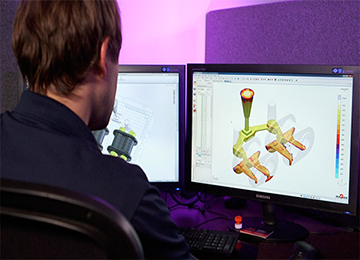
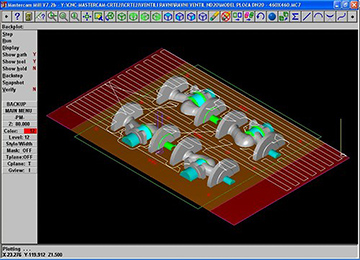
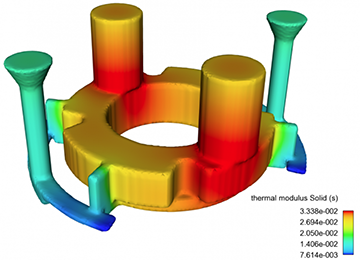
Tökmə modelinin çertyoju detalın rəsmi və modelinə uyğun olaraq, həmçinin əvvəllər qeyd edilən izahat və nəzərə alınmalı texniki məsələlər əsasında tərtib edilir. Detalın əhəmiyyətindən asılı olaraq, tökmə prosesinin rəqəmsal modelləşdirilməsi və simulyasiyası aparılır ki, bu zaman qəlibin dolması, soyuma və bərkimə mərhələləri nəzərə alınır, həmçinin məhsulun mexaniki xüsusiyyətləri, istilik gərginlikləri (thermal stresses) və deformasiya (əyrilik) proqnozlaşdırılır.
İstehsaldan əvvəl həyata keçirilən simulyasiya detalın keyfiyyətini dəqiq şəkildə təhlil edir və təsvir edir. Simulyasiyanın üstünlükləri sadəcə ilkin nümunələrin azalması ilə məhdudlaşmır — çünki tökmə sisteminin dəqiq layihələndirilməsi enerji, material və alət sərfiyyatına əhəmiyyətli qənaət yaradır.
Tökmə prosesinin analiz və simulyasiyası müxtəlif proqram təminatları vasitəsilə aşağıdakı üstünlükləri təmin edir:
- Fasiləsiz məhsuldarlığın artırılması
- Dəqiqliyin yüksəldilməsi
- İsraf materiallarının (ərimiş metal qalıqları) həcminin azaldılması
- Xərclərin minimuma endirilməsi
Tökmə proseslərinin simulyasiyası ProCAST, SUT Cast və digər proqramlar vasitəsilə həyata keçirilir.
ProCAST proqramı hazırda bazarda mövcud olan ən güclü CAE (Computer‑Aided Engineering) proqram təminatlarından biridir və analizləri sonlu elementlər üsulu (FEM – Finite Element Method) ilə aparır. Bu proqram ESI Group (Fransa) tərəfindən hazırlanmışdır və tökmə proseslərinin modelləşdirilməsində geniş istifadə olunur. Onun əsas imkanlarına axının analizi, istilik analizi və tökmə hissəsinin gərginlik analizini (stress analysis) aparmaq daxildir. Nəticədə, ərimə və doldurulma mərhələsində yaranan qaz tutulmaları və turbulensiya, həmçinin bərkimə zamanı baş verən təsərrüfat (porozluq və qaz boşluqları) kimi qüsurlar minimal səviyyəyə endirilir.
SUT Cast proqramı da modelləşdirmə, vizuallaşdırma, təhlil və optimallaşdırma üçün ən güclü alətlərdən biridir. Bu proqram müxtəlif tökmə ərintilərindən ibarət ərimiş metalların qum və ya daimi qəliblərə doldurulmasını real şəraitdə simulyasiya edir.
SUTCAST eyni zamanda tökmənin mexaniki xüsusiyyətlərini (sərtlik, dartılma möhkəmliyi və hasil (yield) möhkəmliyi) və mikrostrukturunu da modelləşdirir. Beləcə, real istehsal başlamazdan əvvəl nəticə artıq laboratoriyada “gözünün qabağındadır”.
Az tirajlı istehsalda modelin ilkin nümunəsi sürətli prototipləşdirmə (Rapid Prototyping) üsulu ilə hazırlanır. Bu məqsədlə 3D çap və ya CNC vasitəsilə penopolistirol (köpük) modelin hazırlanması kimi metodlardan istifadə olunur.
Kütləvi istehsal zamanı isə modellər alüminium və ya çuqun tökmə üsulu ilə hazırlanır və daha sonra yüksək dəqiqlik və keyfiyyətlə mexaniki emal prosesindən keçirilir.
Materialın və ərintinin seçimi müştərinin təqdim etdiyi analiz əsasında və ya orijinal (fabrik) detaldan nümunə götürülərək kvantometr cihazı vasitəsilə aparılan kimyəvi analiz, mikroskopik strukturun müəyyən edilməsi, eləcə də detalın mexaniki xassələrinin (sərtlik, dartılma möhkəmliyi və s.) təyin edilməsi yolu ilə həyata keçirilir. Həmçinin material seçimi CES proqram təminatının köməyi ilə də aparıla bilər.
Bununla paralel olaraq, əldə edilən nəticələrə əsasən modelləşdirmə prosesi icra edilir və detal üçün ən uyğun tökmə üsulu müəyyənləşdirilir.
Bəzi tərs mühəndislik tətbiqləri:
- Sifarişli antik əşyaların yenidən hazırlanması
Tərs mühəndislik, haqqında heç bir məlumatın mövcud olmadığı və ya yalnız fiziki nümunəsi mövcud olan obyektin yenidən hazırlanması üçün ən yaxşı və ən dəqiq üsullardan biridir. Məsələn, hər hansı bir məhsulun orijinal formasını təsəvvür edin. Proqram təminatlarının köməyi ilə onun modeli yaradıldıqda, kompüterdə hazırlanmış modelin fiziki nümunə ilə tam uyğunluğunu təmin etmək çətin ola bilər. Lakin tərs mühəndislik bu prosesi xeyli asanlaşdırır, çünki məhsulun fiziki modeli kompüter vasitəsilə aparılan dizayn üçün əsas məlumat mənbəyi rolunu oynayır.
- Detalların təkmilləşdirilməsi və optimallaşdırılması
Bəzi hallarda bir detal və ya məhsulun modernləşdirilməsinə və təkmilləşdirilməsinə ehtiyac yaranır. Əgər tələb olunan detal üçün bazarda uyğun alternativ tapılmırsa, tərs mühəndislik vasitəsilə məhsulun orijinal dizaynının yeni versiyasını yaratmaq mümkündür. Bu üsul yalnız qüsurların analizini aparmağa deyil, həm də detalların qalınlığının artırılması və ya daha dayanıqlı materiallardan istifadə edilməsi məqsədilə yenidən layihələndirilməsinə imkan verir.
- CAD modellərinin hazırlanması
Tərs mühəndislik prosesində CAD modelləri gələcəkdə istifadə olunacaq mühüm istinad mənbəyi kimi öyrənilə bilər. Bu yanaşma istehsal mərhələlərinin sınaqdan keçirilməsi və məhsuldarlığın artırılması üçün ən uyğun metodların müəyyən edilməsində kompüter əsaslı dizayn modellərindən istifadə etməyə imkan yaradır. Bu texnologiya mühəndislərə daha dəqiq məlumatlar əldə etməyə və vaxtdan səmərəli istifadə etməyə kömək edir.
- Məhsulun zəif və həssas tərəflərinin müəyyən edilməsi
Tərs mühəndislik məhsulda mövcud olan qüsurların, çatışmazlıqların və texniki problemlərin aşkar edilməsində də mühüm rol oynayır. Mövcud məhsul bu metod vasitəsilə analiz edildikdə, nasaz və problemli komponentləri müəyyən etmək mümkün olur və nəticədə istifadəçilərin təhlükəsizliyi və rahatlığı təmin edilir. Bu proses nəticəsində yaradılan rəqəmsal fayllar qüsur və çatışmazlıqları aydın şəkildə göstərir və onların təmiri və ya dəyişdirilməsi üçün planlaşdırma aparmağa imkan verir.
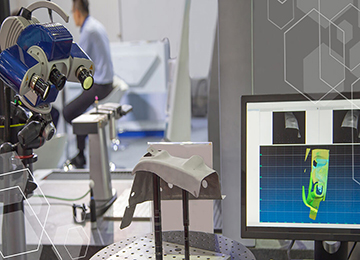
Üçölçülü skaner görünüş forması və xarici səthi baxımından bir detal haqqında məlumatların əldə olunmasına imkan verən bir alətdir. Bu texnologiya məhsulun forması və xarici görünüşü ilə bağlı məlumatlara çıxış üçün ən sadə və ən sürətli üsullardan biri hesab olunur. Üçölçülü skan nəticəsində əldə edilən məlumatlar yekunda müvafiq detalın üçölçülü modelinə çevrilir.
Üçölçülü skaner real dünyada mövcud olan bir obyekt və ya cismin analizini aparan bir cihazdır və obyektlərin rəngi, ölçüləri, forması və xarici görünüşü kimi xüsusiyyətləri haqqında məlumatları toplayır. Əldə edilən bu məlumatlar üçölçülü modelin yaradılması məqsədilə istifadə olunur.
Əslində, üçölçülü skaner cihazları oyun və film istehsalı sahələrində güclü alətlər hesab olunur və eyni zamanda prototipləşdirmə, protezlərin istehsalı, sənədləşdirmə, sənaye dizaynı və digər bir çox sahələrdə geniş tətbiq imkanlarına malikdir. Bu prosesin nəticəsi kompüter mühitində saxlanıla və redaktə oluna bilən üçölçülü fayldır və bu fayl bir obyektə, mühitə və ya şəxsə aid ola bilər.
Avanqard Holdinq şirkətinin dizayn və mühəndislik komandası optik ölçmə xidmətlərinin təqdimatçısı olmaqla, ən qabaqcıl sənaye rəqəmsallaşdırıcıları və optik OCMM sistemlərindən istifadə edərək, material növü, ölçü və ölçü aralığı üzrə heç bir məhdudiyyət olmadan sənaye müəssisələrinə üçölçülü skan və ölçmə xidmətləri göstərir.
Üçölçülü skan texnologiyasından istifadə etməklə, digər yoxlama üsulları ilə müqayisədə kritik layihələr üçün daha yüksək dəqiqlik, sürət və etibarlılıq səviyyəsinə nail olmaq mümkündür—çünki mühəndislikdə “təxminən doğru” adətən “tamamilə səhv” deməkdir.
Nəzərdə Tutulan Üçölçülü Skanerlər (Contact 3D Scanners)
Bu skanerlər, uyğun məlumatları toplamaq üçün nəzərdə tutulan detal ilə fiziki təmas və toxunma yolu ilə işləyir. Təmas üsulunda, skan ediləcək detalın səthi, skan edilə biləcək xüsusi bir hamarlıq səviyyəsinə qədər cilalanır.
Nəzərdə tutulan üçölçülü skanerlər, bir cismin üçölçülü skan edilməsi üçün üç fərqli mexanizmdən istifadə edir:
- Bu skaner, bir rels üzərində sürüşən bir qoldan ibarətdir. Bu növ nəzərdə tutulan üçölçülü skanerlər, hamar səthli və ya sadə əyriliyə malik profillərin üçölçülü skan edilməsi üçün uyğundur.
- Bir sərt qol, bir neçə buğumdan və dəqiq bucaq sensorlarından ibarətdir. Bu, skaner qolunun uc nöqtəsinin mövqeyini hər bir buğumun bucağını hesablamaqla müəyyən etməyə imkan verir. Nəzərdə tutulan üçölçülü skanerlərin bu hissəsi, cisimlərin məhdud giriş imkanına malik olan deşiklərinin və hissələrinin daxili üçölçülü təsvirinin yaradılması üçün uyğundur.
- Qeyd olunan iki növ nəzərdə tutulan üçölçülü skanerlərin birləşməsidir. Bu növ nəzərdə tutulan üçölçülü skaner, bir rels üzərində sürüşən buğumlu bir qoldan ibarətdir. Bu nəzərdə tutulan üçölçülü skaner, daxili boşluqlara və kəsişən səthlərə malik böyük cisimlərin üçölçülü təsvirinin yaradılması üçün uyğundur.
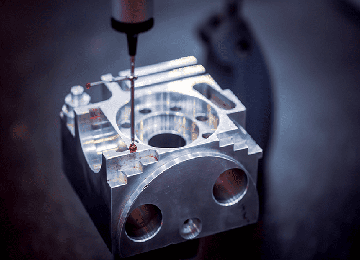
CMM (Koordinat Ölçmə Maşını)
Koordinat Ölçmə Maşını’nın qısaltması olan CMM, əsasən sənayedə istifadə olunan bir növ nəzərdə tutulan üçölçülü skanerdir və son dərəcə dəqiq ola bilər. CMM üçölçülü skanerinin problemi, bir cismin üçölçülü skan edilməsi üçün onunla təmasda olmaq lazım gəlməsidir. Buna görə də, bir cismin CMM ilə üçölçülü skan edilməsi prosesi bu cismin dəyişməsinə, hətta zədələnməsinə səbəb ola bilər. Bu məqam çox vacib və həyati əhəmiyyət kəsb edə bilər. Təsəvvür edin, qədim əsərlər və ya nadir əşyalar kimi həssas obyektləri nəzərdə tutulan bir üçölçülü skaner ilə skan etməyə çalışırsınız! CMM-in digər qüsurlarından biri də digər alətlərlə müqayisədə yavaş bir prosesə malik olmasıdır. Üçölçülü skaner CMM-in ucunda qoşulu olan zondun (Probe) fiziki yerdəyişməsi olduqca yavaş baş verə bilər. Ən sürətli CMM üçölçülü skanerləri yalnız minlərlə Hertz tezliyində işləyə bilər. Nəzərdə tutulan üçölçülü skanerlərin əksinə olaraq, lazerli üçölçülü skanerlər kimi optik üçölçülü skanerlər 10 ilə 500 kHz tezlikdə işləyə bilər.
Təmas etmədən üçölçülü skaner
Təmas etməyən üsulda, yayılan şüaların səpilməsi və onların əks olunmuş hissəsinin toplanması ilə skan aparılır. Optik texnologiya zamanı, şəffaf və parlaq səthli avadanlıqlarda problemlər yarana bilər ki, bu vəziyyəti aradan qaldırmaq üçün titanium oksid tozundan istifadə olunur.
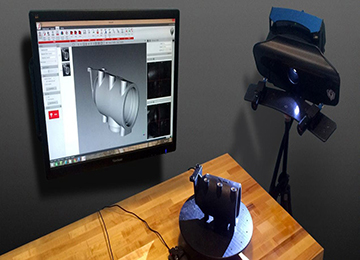
İşıq əsaslı üçölçülü skan üçün ən geniş yayılan iki növ skanerdən biri lazerli skan və digəri strukturlaşdırılmış işıq üsuludur. Strukturlaşdırılmış işıq metodu zamanı, obyektin üzərinə müəyyən işıq naxışları proyeksiya edilir və bu naxışın obyekt üzərindəki dəyişikliklərinə əsaslanaraq detalın forması müəyyən olunur və yekunda bir üçölçülü mesh fayl və ya rəqəmsal maket əldə edilir.
Lazerli üçölçülü skan isə daha innovativ texnologiyadır. Bura açılı lazerli skan daxildir, burada əks olunan lazer şüasının bucağı ölçülür və nəticədə obyektin üçölçülü koordinatları əldə olunur—bu da sonda üçölçülü mesh faylına çevrilir.
Əksər müasir üçölçülü skanerlər artıq lazerli skan texnologiyasından istifadə edir. Bəziləri, məsələn, Structure.io və ya iSense, sadəcə sensor və lazerə (ötürücü və qəbuledici) sahib olub, asanlıqla smartfonunuza qoşula bilən portativ qurğulardır. Digər üçölçülü skanerlər (filmi geri sarmaq kimi) fırlanan diskdən istifadə edərək, obyektin özünü disk üzərində yerləşdirir və əsasən skan prosesi parça dönərkən aparılır. Makerbot Digitizer buna nümunədir.
Təmas etməyən üçölçülü skanerin üstünlükləri:
- Real nümunənin sürətli və sadə şəkildə üçölçülü faylının yaradılması imkanı
- Yüksək detal səviyyəsinə malik nümunələrin asanlıqla skan edilməsi
- Təcili ehtiyac olduqda, tərs mühəndislik proseslərində ehtiyat hissələrinin istehsalında istifadə
- Müxtəlif məhsul və avadanlıqların fərdiləşdirilmiş istehsalında prosesi optimallaşdırma imkanı
- Zaman və xərcə qənaət
- Yüksək ölçü dəqiqliyi (10-5 mikron)
- Sərt olmayan detalların (rezin, süngər və s.) ölçülərinin təyini
- Baz model (CKD) ilə istehsal olunmuş hissələrin ölçü müqayisəsinin həyata keçirilməsi
Demək olar ki, texnologiyanın sürətinə və rahatlığına baxanda, təmas etməyən skan “qapını açmaq üçün divarı yıxmaq” metodu deyil: həm işini görür, həm də detala toxunmadan səbrlə ölçür (çünki bəzən “toxunmamaq” ən yaxşı mühəndislik qərarıdır!).
Tökmə prosesinin simulyasiyası hazırda məhsulun layihələndirilməsi və prosesin inkişaf etdirilməsi üçün mühüm metod kimi qəbul olunur. Bu metod tökmə əməliyyatlarının performansını optimallaşdırmaq və tökmə keyfiyyətini artırmaq məqsədilə geniş şəkildə istifadə edilir. Avanqard simulyasiya bölməsində istifadə olunan əsas alətlərdən biri ProCAST proqram təminatıdır.
ProCAST, tökmə proseslərinin yüksək dəqiqliklə simulyasiyası və bərkimə (donma) mərhələsinin daha aydın başa düşülməsi üçün Finite Element Analysis (FEA) metodundan istifadə edir. Bu proqram, güclü Finite Element metodlarına və aparıcı tədqiqat institutları ilə sənaye mərkəzlərinin əməkdaşlığı nəticəsində hazırlanmış inkişaf etmiş modellərə əsaslanır.
Nəticə etibarilə, ProCAST tökmə sənayesinin ehtiyaclarını qarşılamaq üçün dəqiq və səmərəli həll yolu təqdim edir. Ənənəvi “sınaq və xəta” üsulu ilə müqayisədə, ProCAST istehsal xərclərini azaltmaq, qəliblərin inkişafı üçün tələb olunan layihələndirmə vaxtını qısaltmaq və tökmə prosesinin keyfiyyətini optimallaşdırmaq üçün əsas vasitələrdən biri hesab olunur.
Maraqlıdır ki, hazırda dünya sənayesinin 15%-dən az hissəsi bu qədər dəqiq və dəyərli simulyasiya alətlərindən istifadə edir. Yəni bir çox istehsal müəssisələri hələ də köhnə üsullarla işləyir — halbuki müasir mühəndislikdə “təxminən düzgün” demək olar ki, “tamamilə səhv” deməkdir.
ProCAST proqram təminatından istifadə, tökmə prosesinin bütün mərhələlərini əhatə edən tam və inteqrə olunmuş bir proqram həlli təqdim edir. Bu sistem qəlibin doldurulması, bərkimə (donma) prosesi, mikrostrukturun formalaşması, eləcə də mexaniki və istilik simulyasiyaları daxil olmaqla, tökmə prosesinin dəqiq və əvvəlcədən proqnozlaşdırılan analizlərinin aparılmasına imkan yaradır.
ProCAST dizayn edilmiş hissələrin prosesə təsirini qısa müddətdə vizuallaşdıraraq göstərir və bunun nəticəsində istehsal prosesinin ilkin mərhələlərində düzgün və dəqiq qərarların qəbul edilməsini mümkün edir. Başqa sözlə desək, istehsala başlamazdan əvvəl problemi görmək — istehsaldan sonra təəccüblənməkdən qat‑qat ucuz və ağıllıdır.
ProCAST proqramından istifadə etməklə mütəxəssislər tökmə prosesinin real fizik xüsusiyyətlərini qrafik modellərlə birləşdirir və bunun nəticəsində dizaynın optimallaşdırılması üçün ən dolğun və analitik hesabatları əldə edirlər. Bu inteqrasiya olunmuş yanaşma, həm prosesi vizual olaraq əks etdirir, həm də real nəticə ilə nəzəri modeli bir araya gətirir.
Nəticə etibarilə, metallurq mühəndisləri üçün etibarlı və dəqiq bir tökmə prosesi təmin olunur — elə bir proses ki, nəticəyə çatmaq üçün artıq “nə qədər isti olmalıdır?” kimi suallara deyil, yalnız modelləşdirilmiş faktlara güvənmək kifayətdir.
ProCAST proqramında biz bu proqram təminatından yüksək keyfiyyət və qüsursuz tökmə detallarının çatdırılmasında sizin məmnuniyyətinizi artırmaq üçün istifadə edirik. ProCAST — tökmə proseslərinin simulyasiyası üçün inkişaf etmiş və tam funksional bir proqramdır, hansı ki, dünyanın aparıcı universitet institutları və sənaye şirkətləri arasında aparılan geniş və dəqiq elmi əməkdaşlığın nəticəsidir.
Bu alətin istifadəsi, dizayn və istehsal prosesinin bütün mərhələlərində daha yüksək dəqiqlik və sadəlik təmin edir. Nəticədə, məhsulun keyfiyyəti artır, istehsal xətaları minimuma enir və mühəndislər nəhayət “bərkimə mərhələsində sürpriz” deyil, gözlənilən nəticə ilə qarşılaşırlar.
Proqram təminatının inkişaf prosesi
İlkin mərhələlərdə diqqət əsasən tökmə prosesində yaranan “isti nöqtələrin” (hot spot) aşkarlanması və aradan qaldırılmasına yönəlmişdi. Kompüter əsaslı dizayn (CAD) və rəqəmsal simulyasiya paketlərinin inkişafı ilə, artıq metallurq mühəndisləri qısa müddətdə qidalandırıcıların seçimini dəyişmək, mümkün qüsurları asanlıqla aradan qaldırmaq və prosesi sürətli şəkildə optimallaşdırmaq imkanına sahibdirlər.
Bu gün ProCAST ESI proqramı istənilən tökmə ərintisi üçün istilik axını, gərginlik paylanması və bütün tökmə proseslərinin paralel olaraq analiz edilməsinə şərait yaradır. Sistem eyni zamanda qalıq gərginliklərin, deformasiya və bükülmələrin, mikrostrukturun və mexaniki xassələrin proqnozlaşdırılmasını həyata keçirir. Bundan əlavə, metod tökmə ilə əlaqəli digər istehsal mərhələlərini – o cümlədən istilik emalı (heat treatment) proseslərini də əhatə edir.
Hazırda ProCAST sənayedə ən dəqiq, ən geniş funksiyalı və ən güclü tökmə simulyasiyası proqramlarından biri hesab olunur. Yəni qısaca desək: “sınaq və xəta” dövrü bitdi – indi hər şey əvvəlcə ekran üzərində bərkiyir, sonra qəlibdə.
Tökmə detallarının simulyasiyası sahəsində ProCAST, SUT Cast, QuickCast, SolidCast, AutoCast və MagmaCast kimi proqram təminatları mühüm yer tutur. Onlar arasında isə ProCAST 20 ildən artıq dövrdə tökmə sənayesi ilə yaradılmış səmərəli əməkdaşlığın nəticəsidir. Bu proqram həm axın dinamikası (CFD), həm istilik və gərginlik analizlərini birləşdirir, həm də müxtəlif ərintilər üçün unikal metallurji xüsusiyyətlərin simulyasiyasını həyata keçirə bilir.
Avanqard Mühəndislik Holdinqi, iyirmi ildən artıq praktiki təcrübəyə, ölkə daxilində və xaricində nüfuzlu universitetlərdən əldə olunmuş yüksək səviyyəli akademik təhsilə, eləcə də maşınqayırma, avtomobil sənayesi, qəlib istehsalı, neft, qaz və neft‑kimya, enerji istehsalı, sement sənayesi və mineral emalı sahələrində on mindən artıq müxtəlif sənaye detallarının layihələndirilməsi və texnologiyasına əsaslanaraq, hörmətli sənaye mütəxəssislərinə tam etibarlı xidmət təqdim edir.
Bu zəngin bilik və təcrübəyə söykənən Avanqard, modelləşdirmə, simulyasiya və nəticə etibarilə tökmə proseslərini ən yüksək keyfiyyət, ən optimal qiymət və sənaye standartlarına tam uyğun şəkildə siz dəyərli müştərilərinə təqdim edəcəyinə zəmanət verir. Çünki peşəkar mühəndislikdə “təcrübə” sadəcə illərin sayı deyil, minlərlə uğurla tamamlanmış layihənin nəticəsidir.
